Пользовательского поиска
<- НАЗАД |
|
ДЕРЖАВНІ БУДІВЕЛЬНІ НОРМИ УКРАЇНИ
Інженерне обладнання будинків і споруд.
Зовнішні мережі та споруди
ГАЗОПРОВОДИ З ПОЛІЕТИЛЕНОВИХ ТРУБ
Частина І. Проектування
Частина II. Будівництво
ДБН В.2.5-41:2009
Київ
Мінрегіонбуд України
2010
ПЕРЕДМОВА

РАЗРОБЛЕНО: ТОВ "ЦентрСЕПРОтепломережа"
РОЗРОБНИКИ: Б. Морозов, В. Семенець, О. Семенець (керівник розробки)
ВНЕСЕНО: Управління технічного регулювання в будівництві Мінрегіонбуду України
ЗАТВЕРДЖЕНО Наказ Міністерства регіонального розвитку та будівництва України від 29 грудня 2009 р. № 697
НА ЗАМІНУ розділів ДБН В.2.5-20-2001 "Газопостачання": "Газопроводи із поліетиленових труб", "Реконструкція підземних сталевих газопроводів із застосуванням поліетиленових труб", "Поліетиленові труби та деталі" та "Збирання та зварювання газопроводів із поліетиленових труб"
ВСТУП
Основною метою розроблення цих Норм є встановлення правил проектування та будівництва газопроводів із поліетиленових труб з максимальним робочим тиском не більше 1,0 МПа (10,0 бар) у розвиток базових ДБН В.2.5-20 "Газопостачання" та згідно з НПАОП 0.00-1.20 "Правила безпеки систем газопостачання України".
Ці Норми розроблені згідно з вимогами стандартів Європейського Союзу EN 1555-1:2002 [1], EN 1555-2:2002 [2], EN 1555-5:2002 [3], EN-12007-2:2000 [4], гармонізованих з ними національних стандартів України, з урахуванням сучасного рівня національного виробництва труб деталей з'єднувальних з поліетилену для газопроводів та досвіду експериментального будівництва та експлуатації газопроводів з поліетиленових труб з коефіцієнтом запасу міцності 2,0 у розподільних мережах газопостачання України.
При будівництві та проектуванні газопроводів із поліетиленових труб згідно з цими нормами використовуються також збільшені значення коефіцієнта запасу міцності відповідно до положень чинних ДБН В.2.5-20, зокрема:
- з коефіцієнтом запасу міцності 3,15 - згідно з п. 4.12 ДБН В.2.5-20 (прокладання газопроводів із поліетиленових труб при зменшенні до 50 % відстаней, вказаних у ДБН 360, для газопроводів тиском до 0,6 МПа включно, при підземному прокладанні їх між будинками та під арками будинків, у стиснених умовах на окремих ділянках трас (на яких неможливо дотримуватись нормативних відстаней) тощо);
- з коефіцієнтом запасу міцності 2,8 - згідно з п. 4.14 ДБН В.2.5-20 (прокладання міжселищних та по території населених пунктів газопроводів із поліетиленових труб у стиснених умовах на відстані менше 50 м від підошви насипу, брівки укосу виїмки або до крайньої рейки на нульових відмітках залізниць загальної мережі (але не менше відстані, що зазначена у ДБН 360 за умов прокладання газопроводу на цій ділянці на глибині не менше 2 м тощо);
- з коефіцієнтами 3,14 та 2,8 у складних інженерно-геологічних умовах згідно з п. 11.59 ДБН В.2.5-20 відповідно.
Розроблення ДБН проводилось з урахуванням окремих положень чинного у Російській Федерації документа СП 42-103-2003 "Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных трубопроводов" [5].
Частина І "Проектування" та частина II "Будівництво" цих Норм мають наскрізну нумерацію розділів та сторінок.
ДЕРЖАВНІ БУДІВЕЛЬНІ НОРМИ УКРАЇНИ
Інженерне обладнання будинків і споруд.
Зовнішні мережі та споруди
ГАЗОПРОВОДИ 3 ПОЛІЕТИЛЕНОВИХ ТРУБ
Частина I. Проектування.
Частина II. Будівництво
ДБН В. 2.5-41 :2009
На заміну розділів "Газопроводи із поліетиленових труб", "Реконструкція підземних сталевих газо- проводів із поліетиленових труб", "Поліетиленові труби та деталі", "Збирання та зварювання газопроводів із застосуванням поліетиленових труб" ДБН В.2.5-20-2001 "Газопостачання"
Чинні від 2010-08-01
1 СФЕРА ЗАСТОСУВАННЯ
Ці державні будівельні норми (далі - Норми) установлюють вимоги до проектування та будівництва нових газопроводів із поліетиленових труб та реконструкції (модернізації, технічного переоснащення) сталевих газопроводів шляхом протягування в них поліетиленових труб (далі – проектування та будівництво).
Ці Норми поширюються на проектування та будівництво міжселищних та розподільних зовнішніх підземних газопроводів та газопроводів-вводів (у розумінні НПАОП 0.00-1.20) із поліетиленових труб, що транспортують горючі гази згідно з ГОСТ 5542 як сировину та паливо промислового та комунально-побутового призначення (крім газів, що містять ароматичні і хлоровані вуглеводні, а також парові і рідкі фази зрідженого вуглеводневого газу) з температурою не менше мінус 10 °С і не більше 40 °С та максимальним надлишковим тиском не більше 1,0 МПа (10 кгс/см2).
Ці Норми не поширюються на проектування та будівництво:
- технологічних газопроводів із поліетиленових труб хімічних, нафтохімічних, нафтодобувних і нафтопереробних виробництв та підприємств чорної металургії;
- газопроводів із поліетиленових труб, що транспортують горючі гази із надлишковим тиском більше 1,0 МПа (10 кгс/см2).
Ці Норми не поширюються на проектування та будівництво: газорегуляторних пунктів (далі -ГРП), газорегуляторних установок (далі - ГРУ), комбінованих будинкових регуляторів; установок для одержання газоповітряних сумішей та інших споруд систем газопостачання згідно з НПАОП 0.00-1.20 та ДБН В.2.5-20.
Вимоги цих Норм є обов'язковими для організацій і установ, юридичних та фізичних осіб, що здійснюють проектування, будівництво та експлуатацію газопроводів із поліетиленових труб із означеними вище параметрами незалежно від форм власності та підпорядкування.
2 НОРМАТИВНІ ПОСИЛАННЯ
Технічний регламент будівельних виробів, будівель і споруд, затверджений постановою Кабінету Міністрів України від 20 грудня 2006 р. № 1764
НПАОП .0.00-1.07-94 Правила будови і безпечної експлуатації посудин, що працюють під тиском
НПАОП 0.00-1.16-96 Правила атестації зварників
НПАОП 0.00-1.20-98 Правила безпеки систем газопостачання України
НПАОП 0.00-1.21-98 Правила безпечної експлуатації електроустановок споживачів
НПАОП 0.00-1.27-97 Правила атестації фахівців неруйнівного контролю
НПАОП 0.00-1.29-97 Правила захисту від статичної електрики
НПАОП 1.1.23-1.18-80 Правила технической зксплуатации систем газоснабжения Украинской ССР (Правила технічної експлуатації систем газопостачання УРСР)
НПАОП 1.1.23-4.06-93 Положення про атестацію зварювального обладнання, яке застосовується при будівництві та ремонті газопроводів із поліетиленових труб
НПАОП 1.1.23-4.07-93 Положення про атестацію зварників пластмас на право виконання зварювальних робіт при будівництві та ремонті газопроводів з поліетиленових труб
НАПБ А.01.001-2004 Правила пожежної безпеки в Україні
ДБН 360-92* Містобудування. Планування і забудова міських і сільських поселень
ДБН А.2.2-1-2003 Проектування. Склад і зміст матеріалів оцінки впливу на навколишнє середовище (ОВНС) при проектуванні і будівництві підприємств, будинків і споруд. Основні положення проектування
ДБН А.2.2-3-2004 Склад, порядок розроблення, погодження та затвердження проектної документації для будівництва
ДБН А.2 3-1-99 Територіальна діяльність. Основні положення
ДБН А.3.1-3-94 Приймання в експлуатацію закінчених будівництвом об'єктів. Основні положення
ДБН А.3. 1-5-96 Організація будівельного виробництва
ДБН Б.2.4-1-99 Планування і забудова сільських поселень
ДБН В.1.1-5-2000 Будівлі і споруди на підроблюваних територіях і просідаючих ґрунтах
ДБН В.1.1-7-2002 Захист від пожежі. Пожежна безпека об'єктів будівництва
ДБН В.2.5-20-2001 Газопостачання
ДСТУ ГОСТ 868:2009 Нутроміри індикаторні з ціною поділки 0,01 мм. Технічні умови
ДСТУ 4179-2003 Рулетки вимірювальні металеві. Технічні умови
ДСТУ ГОСТ 6507:2009 Мікрометри. Технічні умови
ДСТУ ГОСТ ИСО 12162:2007 Матеріали термопластичні для напірних труб і з'єднувальних деталей. Класифікація та позначення. Коефіцієнт запасу міцності.
ДСТУ Б В.2.1-1-95 Основи та підвалини будинків і споруд. Ґрунти. Метод польових випробувань палями
ДСТУ Б В.2.5-32:2007 Труби безнапірні з поліпропілену, поліетилену, непластифікованого полівінілхлориду та фасонні вироби до них для зовнішніх мереж каналізації будинків і споруд та кабельної каналізації. Технічні умови
ДСТУ Б В.2.7-73-98 Труби поліетиленові для подачі горючих газів. Технічні умови
ДСТУ Б В.2.7-177:2009 Перехідники "Поліетилен-сталь" для газопроводів з поліетиленових труб. Технічні умови
ДСТУ Б В.2.7-179:2009 Деталі з'єднувальні для газопроводів з поліетиленових труб. Технічні умови
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования (ССБП. Пожежна безпека. Загальні вимоги)
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зони (ССБП. Загальні санітарно-гігієнічні вимоги до повітря робочої зони)
ГОСТ 12.1.013-78 ССБТ. Строительство. Электробезопасность. Общие требования (ССБП. Будівництво. Електробезпека. Загальні вимоги)
ГОСТ 12.1.018-93 ССБТ. Пожаровзрьівобезопасность статического злектричества. Общие требования (ССБП. Пожежевибухобезпека статичної електрики. Загальні вимоги)
ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление, зануление (ССБП. Електробезпека. Захисне заземлення, занулення)
ГОСТ 17.4.3.02-85 Охрана природы. Почвы. Требования к охране плодородного слоя почвы при производстве земляных работ (Охорона природи. Грунти. Вимоги до охорони родючого шару ґрунту при проведенні земляних робіт)
ГОСТ 17.5.3.06-85 Охрана природы. Земли. Требования к определению норм снятия плодородного слоя почвы при производстве земляных работ (Охорона природи. Землі. Вимоги до визначення норм зняття родючого шару ґрунту при проведенні земляних робіт)
ГОСТ 2226-88* Мешки бумажные. Технические условия (Мішки паперові. Технічні умови)
ГОСТ 2930-62 Приборы измерительные. Шрифты и знаки (Прилади вимірювальні. Шрифти та знаки)
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия (Ящики дощаті нерозбірні для вантажів масою до 500 кг. Загальні технічні умови)
ГОСТ 4045-75 Тиски слесарные с ручным приводом. Технические условия (Лещата слюсарські з ручним приводом. Технічні умови)
ГОСТ 5542-87 Газы горючие природные для промышленного и коммунально-бытового назначения (Гази горючі природні для промислового та комунально-побутового призначення)
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел (Переважні числа та ряди переважних чисел)
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия (Речовини допоміжні ОП-7 і ОП-10. Технічні умови)
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия (Ящики з гофрованого картону. Загальні технічні умови)
ГОСТ 9396-88 Ящики деревянные многооборотные. Общие технические условия (Ящики дерев'яні багатооборотні. Загальні технічні умови)
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия (Плівка поліетиленова. Технічні умови)
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение (Пластмаси. Метод випробування на розтяг)
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытания образцов (проб) (Пластмаси. Умови кондиціонування та випробування зразків (проб))
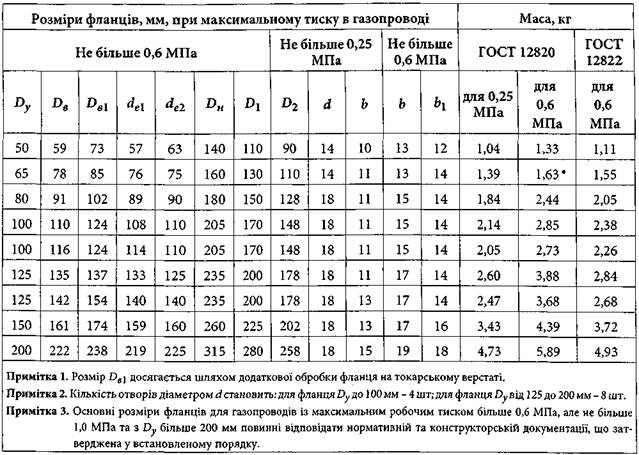
ГОСТ 12820-80 Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры (Фланці сталеві пласкі приварні на Ру від 0,1 до 2,5 МПа (від 1 до 25 кгс/см2). Конструкція та розміри)
ГОСТ 12822-80* Фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры (Фланці сталеві вільні на приварному кільці на Ру від 0,1 до 2,5 МПа (від 1 до 25 кгс/см2). Конструкція та розміри)
ГОСТ 14192-77 Маркировка грузов (Маркування вантажів)
ГОСТ 17811-78 Мешки полиэтиленовые для химической продукции. Технические условия (Мішки поліетиленові для хімічної продукції. Технічні умови)
ГОСТ 18573-86 Ящики деревянные для продукции химической промышленности. Технические условия (Ящики дерев'яні для продукції хімічної промисловості. Технічні умови)
ГОСТ 19667-74 Контейнер специализированный групповой массой брутто 5,0 т для штучных грузов (Контейнер спеціалізований груповий масою брутто 5,0 т для штучних вантажів)
ГОСТ 21650-76* Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования (Засоби скріплення тарно-штучних вантажів у транспортних пакетах. Загальні вимоги)
ГОСТ 22852-77 Ящики из гофрированного картона для продукции приборостроительной промышленности. Технические условия (Ящики з гофрованого картону для продукції приладобудівної промисловості. Технічні умови)
ГОСТ 24157-80 Полиэтиленовые трубы. Метод определения стойкости при постоянном внутреннем давлении (Поліетиленові труби. Метод визначення стійкості при постійному внутрішньому тиску)
СНиП 2.02.01-83* Основания зданий и сооружений (Підвалини будинків і споруд)
ВБН А.3.1-36-3-96 Сварка стальных газопроводов (Зварювання сталевих газопроводів)
ВСН 006-89 Строительство магистральных и промышленных трубопроводов. Сварка. (Будівництво магістральних та промислових газопроводів. Зварювання)
РСН 358-91 Сварка полиэтиленовых труб при строительстве газопроводов (Зварювання поліетиленових труб при будівництві газопроводів)
3 ТЕРМІНИ ТА ВИЗНАЧЕННЯ ПОНЯТЬ
У цих Нормах використано терміни, з відповідними визначеннями, установлені в НПАОП 0.00-1.20:
- споруди систем газопостачання
- розподільні газопроводи
- міжселищні газопроводи
- технологічні газопроводи
- газопровід-ввід
- наземний газопровід
- надземний газопровід
- продувний газопровід
терміни, що встановлені та затверджені "Технічним регламентом будівельних виробів, будівель і споруд":
- технічне свідоцтво
терміни, з відповідними визначеннями, встановлені ДБН В.2.5-20:
- відкриті ділянки поліетиленового газопроводу (відкрите прокладання)
- газорегуляторний пункт (ГРП)
- газорегуляторна установка (ГРУ)
- горизонт високої води (ГВВ)
- допускне зварне з'єднання поліетиленового газопроводу
- зварювання терморезисторне
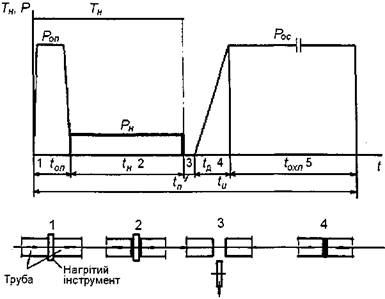
- зварювання нагрітим інструментом встик
- складні інженерно-геологічні умови
- стиснені умови прокладання
- траса газопроводу
- цокольний ввід газопроводу
терміни, з відповідними визначеннями та познаками, встановлені ДСТУ Б В.2.7-73:
- номінальна товщина стінки труби еп
- мінімальна товщина стінки труби ey,min
- середня товщина стінки труби ет
- номінальний зовнішній діаметр труби dn
- стандартне розмірне відношення SDR
терміни, з відповідними визначеннями та познаками, встановлені ДСТУ Б В.2.7-179:
- втулковий кінець
- деталі для терморезисторного зварювання
- деталь для терморезисторного зварювання виду "сідельце"
- деталь для терморезисторного зварювання виду "сідельце для врізання під тиском"
- деталі для зварювання нагрітим інструментом встик
- деталі для механічного з'єднання
- деталі для терморезисторного зварювання з регулюванням сили струму
- деталі для терморезисторного зварювання з регулюванням напруги
- закладний нагрівальний елемент (ЗНЕ)
- зона зварювання
- індикатор зварювання
- коефіцієнт запасу міцності (С) деталей
- розтруб терморезисторний
- труба, для з'єднання з якою деталь призначена
Нижче подано терміни, вжиті у цьому стандарті, та визначення позначених ними понять:
3.1 мінімальна тривала міцність (MRS)
Класифікаційний параметр типу трубних композицій поліетилену, який визначається виробником композиції поліетилену згідно з міжнародним стандартом ISO 9080 [6] за результатами руйнівних випробувань зразків у формі труб за температури 20 °С і мінімальному часі випробувань не менше 9000 год і характеризує здатність матеріалу труб зберігати необхідну міцність до кінця планового експлуатаційного періоду (50 років) при заданих тиску, температурі експлуатації і відповідному ним чисельному значенні напруження в стінці труби.
Чисельне значення MRS, у МПа, відповідає округленому до найближчого нижнього значення ряду чисел R 10 згідно з ГОСТ 8032, значенню нижньої довірчої межі прогнозованої гідростатичної міцності σCLC, у МПа, яка, у свою чергу, є результатом обробки методами математичної статистики чисельних значень тривалої гідростатичної міцності σLHTS, у МПа, отриманих експериментальним шляхом при проведенні довгострокових руйнівних випробувань згідно з ISO 9080 [6] зразків труб, що виготовлені з композиції поліетилену відповідного типу.
Примітка. MRS - це загальноприйняте скорочення від англійської назви цього показника "Minimum Required Strength".
3.2 загальний коефіцієнт запасу міцності (С) газопроводу поліетиленових труб
Співвідношення між тиском, розрахованим із умов не перевищення мінімальної тривалої міцності MRS матеріалу елементів поліетиленового газопроводу (труб та деталей з'єднувальних), та максимальним робочим тиском МОР у газопроводі з поліетиленових труб, що розраховано за формулою 1 при максимальній проектній температурі газу 20 °С, чисельне значення якого згідно з цими Нормами та ДСТУ ГОСТ ИСО 12162 повинно бути не менше 2,0
3.3 коефіцієнт зниження максимального робочого тиску (DF) газопроводу поліетиленових труб
Коефіцієнт зниження максимального робочого тиску МОР газопроводу з поліетиленових труб, який визначається згідно з таблицею 1 в залежності від максимальної проектної температури газу, що має транспортуватися цим газопроводом
Таблиця 1
Максимальна проектна температура газу, °С
Коефіцієнт зниження максимального робочого тиску Dp
20
1,0
30
1,1
40
1,3
Примітка. Для температур більше 20 °С та менше 40 °С, що не наведені у таблиці, дозволяється підбирати коефіцієнт на основі лінійної інтерполяції. Для температур менше 20 °С чисельне значення Dp повинно дорівнювати 1,0.
3.4 максимальний робочий тиск (МОР) газопроводу з поліетиленових труб
Максимальний робочий тиск газу, бар, який допускається для постійної експлуатації газопроводу з поліетиленових труб, що визначається за формулою 1 з урахуванням максимальної проектної температури газу, що транспортується, але не більше 10 бар (1,0 МПа).
де MRS- мінімальна тривала міцність матеріалу деталі, МПа;
SDR - мінімальне значення стандартного розмірного відношення елементу газопроводу (SDR труби з поліетилену або SDR труби, для з'єднання з якою деталь призначена);
С - загальний коефіцієнт запасу міцності газопроводу з поліетиленових труб, чисельне значення якого згідно з цими Нормами повинно бути не менше 2,0;
DF - коефіцієнт зниження максимального робочого тиску згідно з таблицею 1.
Примітка. МОР - це загальноприйняте скорочення від англійської назви показника "Maximum Operating Pressure".
3.5 співвідношення основних експлуатаційних характеристик
Співвідношення основних експлуатаційних характеристик визначених за класифікацією MRS типів композицій поліетилену для будівництва газопроводів згідно з цими Нормами та таблицею 2.
Таблиця 2
Визначе-ний тип
композиції поліетилену
Визначене значення MRS, МПа
Тривала гідростатична міцність σLHTS,МПа
Максимальний робочий тиск (МОР), МПа,
при С = 2,0* та DF =1,0
у газопроводі із поліетиленових труб зі стандартним розмірним відношенням SDR 11
у газопроводі із поліетиленових труб зі стандартним розмірним відношенням SDR 17,6
ПЕ80
8,0
8,0 - 9,99
0,80
0,48
ПЕЮО
10,0
10,0- 11,19
1,00
0,60
* Згідно з EN 1555 [1-3]
3.6 контрольне зварне з'єднання
Зварне з'єднання, яке виконане з метою перевірки його відповідності встановленим технічним вимогам.
3.7 реконструкція газопроводу
Комплекс робіт на газопроводі з метою повного відновлення працездатності системи газорозподілу в попередньому режимі або зміни її окремих параметрів, що забезпечують надійну та безпечну його роботу.
3.8 ПЕ 80
Тип композиції поліетилену з визначеною виробником MRS 8,0 МПа чорного або жовтого кольору, яка призначена для виготовлення напірних труб та (або) деталей з'єднувальних (кранів) для з'єднання з напірними трубами при будівництві газопроводів, що випускається серійно
3.9 ПЕ 100
Тип композиції поліетилену з визначеною виробником MRS 10,0 МПа чорного, жовтого або жовтогарячого кольору, яка призначена для виготовлення напірних труб та (або) деталей з'єднувальних (кранів) для з'єднання з напірними трубами при будівництві газопроводів, що випускається серійно
3.10 ЗВГ
Зріджений вуглеводневий газ
4 ПОЗНАКИ ТА СКОРОЧЕННЯ
- мінімальна тривала міцність, МПа;
- максимальний тиск, що допускається для постійної експлуатації, МПа;
- стандартне розмірне відношення;
- ширина траншеї на рівні верху газопроводу, м;
- коефіцієнт зниження максимального робочого тиску
- загальний коефіцієнт запасу міцності;
- питоме зчеплення ґрунту засипання, Н/м2;
- зовнішній діаметр газопроводу, м, що згідно з цими Нормами чисельно дорівнює значенню номінального зовнішнього діаметра dn труб із поліетилену;
- номінальний зовнішній діаметр труб із поліетилену, мм;
- модуль повзучості матеріалу труб за температури експлуатації, МПа;
- модуль деформації ґрунту засипання, МПа;
- прискорення вільного падіння, м/с2;
- висота ґрунту, що закріплюється нетканим синтетичним матеріалом, м;
- відстань від верху труби до поверхні землі, м;
- висота стовпа ґрунтових вод над верхньою утворюючого газопроводу, м;
- відстань між вантажами, м;
- параметр твердості перерізу газопроводу, МПа;
- коефіцієнт пористості ґрунту засипання;
- умовний тиск, МПа;
- критична величина зовнішнього тиску, МПа;
- робочий тиск, МПа;
- гідростатичний тиск води, МПа;
- зовнішній радіальний тиск, МПа;
- вага одного вантажу, Н;
- повне погонне еквівалентне навантаження, Н/м;
- власна вага одиниці довжини газопроводу, Н/м;
- тиск ґрунту на одиницю довжини газопроводу, Н/м;
- виштовхувальна сила води на одиницю довжини газопроводу, Н/м;
- навантаження від пружної відсічі газопроводу, Н/м;
- інтенсивність рівномірно розподіленого навантаження на поверхні ґрунту, Н/м2;
- навантаження від транспортних засобів на рівні закладання газопроводу, Н/м2;
- радіус пружного вигину газопроводу, м;
- коефіцієнт лінійного теплового розширення матеріалу труб, °С-1;
- кут повороту осі газопроводу, рад.;
- коефіцієнт надійності стійкого положення газопроводу;
- коефіцієнт надійності за матеріалом навантаження;
- коефіцієнт надійності за навантаженням від транспорту;
- температурний перепад, °С;
- коефіцієнт Пуассона матеріалу труб;
- густина ґрунту, кг/м3;
- густина води з урахуванням розчинених в ній солей, кг/м3;
- густина матеріалу вантажу, кг/м3;
- густина часток ґрунту, кг/м3;
- поздовжні фіброві напруження відповідно від силового, спільного силового та деформаційного навантажень, сейсмічного впливу (для сейсмічних районів), у МПа;
- поздовжнє осьове напруження від спільного впливу силового й деформаційного навантажень, МПА;
- припустиме напруження в стінці труби, МПа;
- нижня довірча межа прогнозованої гідростатичної міцності, МПа;
- тривала гідростатична міцність, МПа;
- кут внутрішнього тертя ґрунту, град.
ЧАСТИНА І. ПРОЕКТУВАННЯ
5 ЗАГАЛЬНІ ПОЛОЖЕННЯ
5.1 При проектуванні газопроводів із поліетиленових труб крім вимог цих Норм належить керуватися вимогами ДБН В.2.5-20 (крім розділів "Газопроводи із поліетиленових труб", "Реконструкція підземних сталевих газопроводів із застосуванням поліетиленових труб", "Поліетиленові труби та деталі" та "Збирання та зварювання газопроводів із поліетиленових труб"), НПАОП 0.00-1.20, НПАОП 0.00-1.07, НАПБ А.01.001, ДБН В.1.1-7, ДБН А.2.2-3, ДБН А.2.3-1, ГОСТ 12.1.004, чинними національними стандартами України та технічними свідоцтвами Мінрегіонбуду України.
5.2 Газопроводи з поліетиленових труб згідно з цими Нормами в залежності від SDR труб та деталей з'єднувальних, MRS композиції поліетилену, з якого вони виготовлені, та тиску природного газу, що транспортується ними, можуть використовуватись як:
- газопроводи високого тиску І категорії - при робочому тиску газу від 0,6 МПа, але не більше 1,0 МПа;
- газопроводи високого тиску II категорії - при робочому тиску газу від 0,3 МПа до 0,6 МПа;
- газопроводи середнього тиску - при робочому тиску газу від 0,005 МПа до 0,3 МПа;
- газопроводи низького тиску - при робочому тиску газу до 0,005 МПа.
Примітка. Порядок обмеження газорозподільним обладнанням максимального робочого тиску природного газу на рівні не більше 1,0 МПа у газопроводах високого тиску І категорії з поліетиленових труб встановлюється ДБН В.2.5-20 та нормативною і технологічною документацією, що погоджена та затверджена Мінрегіонбудом України та Держгірпромнаглядом України у встановленому порядку.
5.3 При виборі труб, деталей з'єднувальних, запірної арматури окрім положень цих Норм враховують також положення ДБН В.2.5-20, ДСТУ Б В.2.7-73, ДСТУ Б В.2.7-177, ДСТУ Б В.2.7-179, технічні свідоцтва Мінрегіонбуду України щодо можливості застосування виробів, матеріалів у будівництві та інших чинних нормативних документів України, погоджених та затверджених у встановленому порядку.
5.4 Організацію та порядок проведення виробничого контролю якості будівельно-монтажних робіт передбачають відповідно до вимог ДБН В.2.5-20, а також цих Норм.
5.5 Поліетиленові газопроводи слід передбачати:
- по території міст - тиском до 0,3 МПа;
- по території селищ і сіл та на міжселищних газопроводах - тиском до 1,0 МПа.
5.6 Не допускається застосовувати поліетиленові труби:
- для транспортування газів, що містять ароматичні і хлоровані вуглеводні, а також парові та рідкі фази ЗВГ;
- для наземних та надземних газопроводів;
- у тунелях та колекторах.
5.7 Загальний коефіцієнт запасу міцності (С) поліетиленових труб та з'єднувальних деталей слід приймати з урахуванням коефіцієнта зниження максимального робочого тиску DF (таблиця 1):
- по території населених пунктів та між населеними пунктами - не менше 2,0;
- на переходах під автомобільними дорогами І - III категорій, під залізницями загальної мережі та на відстані по 50 м від краю земляного полотна (осі крайньої рейки на нульових відмітках), а також при паралельному прокладанні міжселищних газопроводів і газопроводів по території населених пунктів на відстанях, вказаних у ДБН 360 та ДБН Б.2.4-1 - не менше 2,8;
- на підводних переходах, у районах із сейсмічністю 7 і більш балів та на підроблюваних територіях - не менше 3,15.
5.8 Поліетиленові труби, що поставляються в бухтах або на котушках, а також у вигляді прямих відрізків труб, інші елементи газопроводу з поліетилену (деталі з'єднувальні, переходи "поліетилен-сталь" тощо) та марка поліетилену, з якого вони виготовлені, повинні відповідати вимогам цих Норм, чинних національних стандартів України та (або) технічних свідоцтв Мін-регіонбуду України.
5.9 У проекті повинен враховуватися запас труб обсягом не менше 2 % від загальної довжини газопроводів, призначений для виготовлення контрольних зварних з'єднань та зварних вузлів, а також компенсації збільшення довжини газопроводу з огляду на непрямолінійне розміщення труби у траншеї.
Необхідна кількість з'єднувальних деталей визначається проектною організацією в залежності від прийнятих рішень та специфіки виконання робіт.
5.10 Арматуру та обладнання на поліетиленових газопроводах слід передбачати як для сталевих газопроводів.
5.11 Дозволяється безколодязне встановлення поліетиленових кранів, які приєднуються до газопроводу зварюванням, із забезпеченням можливості керування ними з поверхні землі через обсадну трубу, виведену під ковер.
5.12 Газопроводи-вводи до будинків від розподільних газопроводів можуть виконуватися із сталевих або поліетиленових труб.
При виконанні газопроводу-вводу із поліетиленової труби перехід на сталеву трубу слід виконувати:
- в місці приєднання до крана перед КБРТ або на вертикальній ділянці не вище 0,8 м від землі з розміщенням надземної ділянки поліетиленового газопроводу та вузла з'єднання з металевим газопроводом у металевому футлярі з отворами для відбору проб повітря. Кінець надземної частини футляра ущільнюється для попередження попадання атмосферних опадів у міжтрубний
простір;- на підземній ділянці вузол з'єднання слід розташовувати на відстані від фундаментів будинків та споруд (у просвіті) не менше 1 м для газопроводів низького тиску і 2 м для газопроводів середнього тиску. При розташуванні сталевої ділянки підземного газопроводу-вводу поза зоною блукальних струмів електрохімічний захист дозволяється не передбачати, при цьому засипання траншей на цих ділянках на всю глибину слід здійснювати піщаним ґрунтом.
З'єднання поліетиленових труб як на горизонтальних, так і на вертикальних ділянках газопроводу слід виконувати переважно терморезисторним зварюванням з урахуванням 7.1.5 цих Норм.
5.13 З'єднання поліетиленових газопроводів із сталевими слід передбачати переважно нерознімними (із застосуванням переходів "поліетилен-сталь") згідно з ДСТУ Б В.2.7-177 та, у разі відсутності технічної можливості застосування нерознімного з'єднання, рознімними (фланцевими) - згідно з цими Нормами, ДСТУ Б Б.2.7-179 та нормативною документацією, що затверджена у встановленому порядку.
Рознімні з'єднання слід розміщувати в колодязях, нерознімні - в ґрунті.
Розміщувати переходи "поліетилен-сталь" необхідно тільки на прямолінійних ділянках газопроводів із захистом металевої ділянки деталі від корозії з застосуванням технології, яка виключає пошкодження поліетиленової ділянки.
5.14 Приєднання поліетиленових відгалужень до поліетиленових газопроводів, переходи з одного діаметра на інший та повороти поліетиленових газопроводів слід передбачати за допомогою з'єднувальних деталей згідно з ДСТУ Б В.2.7-179.
За наявності техніко-економічного обґрунтування допускається альтернативна заміна деталей для терморезисторного зварювання видів: трійник, коліно, перехід згідно з ДСТУ Б В.2.7-179 на відповідні деталі для зварювання нагрітим інструментом встик згідно з ДСТУ Б В.2.7-179, вільні кінці яких з'єднуються із трубою із використанням муфт терморезисторних згідно з ДСТУ Б В.2.7-179.
Приєднання сталевих відгалужень до поліетиленових газопроводів здійснюється за допомогою з'єднувальних деталей згідно з ДСТУ Б В.2.7-177 та ДСТУ Б В.2.7-179 та з урахуванням вимог цих Норм.
При відсутності поліетиленових відводів, виготовлених у виробничих умовах, повороти газопроводів, що прокладаються за межами населених пунктів, а для газопроводів діаметром 90 м і менше незалежно від місця прокладання та тиску, допускається виконувати вигином з радіусом не менше 25 зовнішніх діаметрів труби.
6 ТРУБИ, ДЕТАЛІ З'ЄДНУВАЛЬНІ ТА МАТЕРІАЛИ
6.1 Для проектування та будівництва нових газопроводів із поліетиленових труб, а також реконструкції сталевих газопроводів застосовуються елементи трубопроводу із поліетилену, які (включно із сировиною для їх виготовлення) відповідають вимогам цих Норм, ДСТУ Б В.2.7-73, ДСТУ Б -В.2.7-177, ДСТУ Б В.2.7-179, ДБН В.2.5-20, чинних національних стандартів, технічних умов України, погоджених та затверджених у встановленому порядку, та (або) технічним свідоцтвам Мінрегіонбуду України.
6.2 Товщина стінки поліетиленової труби визначається зі стандартного розмірного відношення (SDK) з урахуванням основних експлуатаційних характеристик (таблиця 2) за формулою 1 з урахуванням таблиці 1 та значення загального коефіцієнта запасу міцності (С), який обирається залежно від умов роботи газопроводу згідно з 5.7 цих Норм рівним 2, або 2,8, або 3.15.
6.3 Труби та деталі з'єднувальні (у тому числі поліетиленові крани) вибираються відповідно до нормативної документації, затвердженої у встановленому поряду. При проектуванні та будівництві газопроводів слід, як правило, використовувати труби та деталі з'єднувальні, що мають однакові значення показників SDR і MRS.
Допускається з'єднання труб та деталей з'єднувальних, що відрізняються за MRS та SDR, за умов дотримання вимог додатка А до ДСТУ Б В.2.7-179 та 9.4.1 цих Норм. При цьому, значення максимального робочого тиску МОР системи "деталі - труби" і газопроводу у цілому визначається за найменшим значенням МОР складового елементу системи (газопроводу у цілому).
При будівництві газопроводів забороняється застосовувати в якості деталей з'єднувальних відводи (відгалуження), трійники й хрестовини, що виготовлені із відрізків та сегментів труб поліетиленових зварюванням нагрітим інструментом встик.
6.4 Внутрішній діаметр труби визначається гідравлічним розрахунком згідно з цими Нормами та ДБН В.2.5-20.
6.5 Поліетиленові труби із захисною (поліпропіленовою або з інших матеріалів, що є більш стійкими, ніж поліетилен до впливу абразивного середовища) оболонкою, що нанесена поверх номінального зовнішнього діаметра поліетиленової труби згідно з технічними свідоцтвами Мінрегіонбуду України та чинною нормативною документацією, що погоджена Мінрегіонбудом України та затверджена у встановленому порядку, допускається застосовувати без облаштування піщаної основи при прокладанні в дрібнокаменистих ґрунтах та при безтраншейних способах будівництва й реконструкції.
6.6 Сідельні відгалуження використовуються для приєднання відгалужень газопроводів до поліетиленової труби.
6.7 Для приєднання поліетиленової труби до сталевої рекомендується використовувати нерознімні переходи "поліетилен-сталь" згідно з ДСТУ Б В.2.7-177, які виготовляють у заводських умовах за технічною документацією, що затверджена у встановленому порядку, та мають документ з якості згідно з 9.1.3 цих Норм, включно із результатами випробувань на герметичність та стійкість до осьового навантаження.
6.8 Армовані склопластиком газопроводи-вводи застосовуються при переході підземного газопроводу в надземний стан, при цьому встановлення футляра не потрібне.
6.9 Поліетиленові крани призначені для встановлення в колодязях і безколодязно. При безколодязному встановленні поліетиленові крани оснащуються подовженим штоком вузла керування, розміщеним у телескопічному або звичайному футлярі з виходом під поверхневий шар ґрунту.
7 ПРОЕКТУВАННЯ ЗОВНІШНІХ ГАЗОПРОВОДІВ ІЗ ПОЛІЕТИЛЕНОВИХ ТРУБ
7.1 Траса газопроводу із поліетиленових труб
7.1.1 При виборі траси поліетиленового газопроводу необхідно враховувати розташування й насиченість у районі прокладання: теплових мереж, водогонів та інших підземних комунікацій, проведення ремонтних робіт, які можуть призвести до ушкодження поліетиленових труб.
7.1.2 Мінімальні відстані від будинків, споруд та інженерних комунікацій до поліетиленових газопроводів приймають відповідно до вимог ДБН В.2.5-20 та цих Норм.
У місцях перетинання або паралельного прокладання поліетиленового газопроводу з безканальною теплотрасою відстань між ними уточнюється розрахунком, виходячи з умов виключення можливості нагрівання поліетиленових труб вище температури 40 °С за весь період експлуатації.
7.1.3 Глибина прокладання поліетиленового газопроводу приймається відповідно до вимог ДБН В.2.5-20.
7.1.4 Повороти лінійної частини газопроводу в горизонтальній і вертикальній площинах виконуються поліетиленовими відводами або пружним вигином з радіусом не менше 25 зовнішніх діаметрів труби.
7.1.5 Поліетиленові труби при товщині стінки не менше 5 мм з'єднують між собою зварюванням встик або деталями із закладними нагрівальними елементами, при товщині стінки менше 5 мм (але не менше 3 мм) - тільки деталями із закладними нагрівальними елементами.
7.1.6 Позначення траси газопроводу передбачають: шляхом установлення розпізнавальних знаків (відповідно до положень ДБН В.2.5-20) і укладання сигнальної стрічки по всій довжині траси, а для міжселищних газопроводів можливе (при відсутності постійних місць прив'язки) прокладання уздовж присипаного (на відстані 0,2-0,3 м від газопроводу) ізольованого алюмінієвого або мідного дроту перерізом 2,5-4 мм2 із виходом кінців на поверхню під ковер або футляр поблизу від розпізнавального знака.
Допускається застосування сигнальної стрічки із вмонтованим до неї електропроводом-супутником або смугою металевої фольги, згідно із затвердженою та погодженою у встановленому порядку нормативною документацією, що дозволяє визначити місцезнаходження газопроводу приладовим методом.
7.1.7 Вивід дроту-супутника над поверхнею землі під захисний пристрій (наприклад, ковер) передбачається в спеціальних контрольних точках, розташованих на відстанях не більше 4,0 км одна від одної.
Пластмасова сигнальна стрічка жовтого кольору завширшки не менше 0,2 м з незмивним написом "Обережно! Газ" укладається на відстані 0,2 м від верху присипаного поліетиленового газопроводу.
На ділянках перетину газопроводів (у тому числі міжселищних) із підземними інженерними комунікаціями стрічка повинна бути укладена уздовж газопроводу двічі на відстань не менше 0,2 м між собою й на 2 м в обидва боки від комунікації, що перетинається, та згідно з проектом.
При прокладанні газопроводу у футлярі (каркасі) або способом буріння під кутом до поздовжньої осі укладання сигнальної стрічки не потрібно. На межах прокладання газопроводу способом буріння під кутом до поздовжньої осі встановлюються розпізнавальні знаки.
7.1.8 Залежно від умов траси прокладання газопроводів із поліетиленових труб допускається проектувати безтраншейно (бурінням під кутом до поздовжньої осі, проколом, продавлюванням) або в траншеях. Перевага віддається прокладанню із застосуванням довгомірних труб або мірних труб, що попередньо зварені між собою.
Ширина траншей при траншейному прокладанні повинна бути не менше: de + 200 мм для труб діаметром до 110 мм включно, de + 300 мм для труб діаметром більше 110 мм.
Допускається зменшення ширини траншеї (облаштування вузьких траншей) або каналу (при безтраншейному прокладанні) навіть до діаметра труби, що укладається, за умови, що температура поверхні труби при укладанні не вище 20 °С, а також виключення можливості ушкодження її поверхні.
7.1.9 Рекомендації щодо застосування окремих видів вантажів для запобігання спливанню газопроводу та їхнього розміщення на газопроводі наведені в підрозділі "Баластування та закріплення трубопроводів із поліетиленових труб" цих Норм.
Відстань у світлі від краю вантажу до зварного з'єднання газопроводу повинна бути не менше 0,5 м.
7.1.10 У разі прокладання газопроводів без захисних футлярів глибину закладання у місцях перетину вулиць, проїздів тощо рекомендується приймати не менше 1,0 м, а довжину поглибленої ділянки траншеї - не менше 5,0 м в обидва боки від краю зазначених доріг. У разі прокладання газопроводів без захисних футлярів під дорогами V категорії глибину закладання визначають розрахунком (але не менше 1,0 м).
7.1.11 При перетині поліетиленовими газопроводами безканальних інженерних комунікацій необхідність облаштування футлярів і встановлення контрольної трубки на них вирішується проектною організацією.
Можливість використання поліетиленових футлярів при перетині газопроводом залізниць загальної мережі рекомендується обґрунтовувати розрахунком на міцність, а також способом прокладання, наприклад бурінням під кутом до поздовжньої осі.
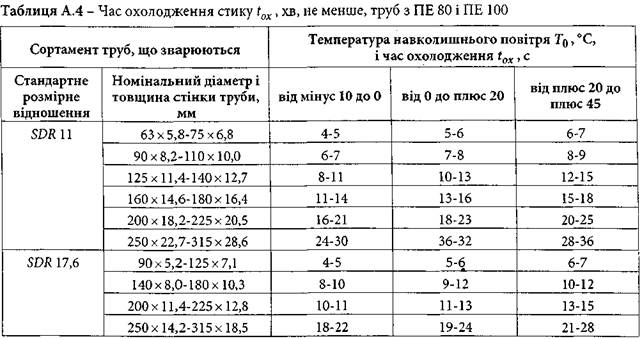
7.1.12 Діаметр та матеріал футляра газопроводу доцільно приймати, виходячи із ґрунтових умов і способу проведення робіт, віддаючи перевагу корозійностійким матеріалам. Мінімальні рекомендовані зовнішні діаметри футлярів зі сталевих труб із урахуванням можливості розміщення нерознімних переходів "поліетилен-сталь" і фланцевих з'єднань наведені у таблиці 3, а футлярів з неметалевих труб - у таблиці 4.
Таблиця 3
Номінальний зовнішній діаметр поліетиленового газопроводу, мм
Мінімальний зовнішній діаметр сталевого футляра, мм, для
Товщина стінки футляра при способі прокладання, мм
труб
фланцевих з'єднань*
нерознімних з'єднань
відкритому
продавлюванням або проколом
20
40
-
50
3,0
4,0
25
57
-
57
3,0
4,0
32
57
-
57
3,0
4,0
40
76
-
76
4,0
5,0
50
89
-
108
4,0
5,0
63
108
219
159
4,0
5,0
75
114
219
159
5,0
5,0
90
127
273
219
5,0
6,0
110
159
273
219
5,0
6,0
125
159
273
219
5,0
7,0
140
219
325
273
6,0
7,0
160
219
325
273
7,0
8,0
180
219
325
273
7,0
8,0
200
273
377
325
8,0
9,0
225
273
377
325
8,0
9,0
250
325
426
377
8,0
9,0
280
325
530
377
8,0
9,0
315
377
530
426
8,0
9,0
* Не рекомендовано.
Примітка. Розміри футлярів, що не наведені у цій таблиці, повинні відповідати нормативній та (або) технологічній документації, що погоджена та затверджена у встановленому порядку.
Таблиця 4
Номінальний зовнішній діаметр поліетиленового газопроводу, мм
Мінімальний зовнішній діаметр футляра, мм, із труб
ПЕ80, SDR 11
азбестоцементних*
НПВХ, SDR 17
20
40
100
40
25
50
100
50
32
63
100
63
40
75
100
90
50
90
100
75
63
110
100
90
75
110
200
110
90
140
200
140
110
160
200
160
125
180
200
180
140
200
250
225
160
225
250
225
180
250
300
250
200
280
300
280
225
315
300
315
250
315
300
315
280
355
-
-
315
400
-
-
* Не рекомендовано.
Примітка. Розміри футлярів, що не наведені у цій таблиці, повинні відповідати нормативній та (або) технологічній документації, що погоджена та затверджена у встановленому порядку.
7.1.13 3 метою забезпечення збереження поверхні поліетиленової труби при протягуванні її через металевий або азбестоцементний футляр допускається передбачати захист її поверхні за допомогою спеціальних кілець (закріплених на трубі липкою синтетичною стрічкою) або іншими способами. Якщо стан внутрішньої поверхні футляра виключає можливість ушкодження поліетиленової труби, то додаткових заходів щодо її захисту можна не передбачати. Способи захисту, зокрема кількість опор і відстані між ними, визначаються конструктивно або розрахунком і вказуються в робочих кресленнях.
7.2 Розміщення арматури на газопроводах
7.2.1 Необхідність і місце розташування вимикаючих пристроїв на поліетиленових газопроводах варто передбачати відповідно до вимог ДБН В.2.5-20.
Як вимикаючі пристрої можуть використовуватися металева запірна арматура та поліетиленові крани згідно з нормативною документацією, що затверджена у встановленому порядку.
Встановлення поліетиленових кранів слід передбачати підземне. .У випадку безколодязної установки шток регулювання крана варто розмістити у футляр або іншу захисну конструкцію з виходом під поверхневий шар ґрунту або люк.
7.2.2 Приєднання поліетиленових газопроводів до металевої запірної арматури може бути виконане як безпосередньо за допомогою фланцевих з'єднань, так і через сталеві вставки з нерознімними переходами "поліетилен-сталь".
7.2.3 При встановленні арматури у колодязях з використанням переходів "поліетилен-сталь" рекомендується передбачати опори для запобігання виникненню неприпустимих напружень у монтажному вузлі.
7.3 Застосування переходів "поліетилен-сталь" та газопроводів-вводів поліетиленових труб до будинків
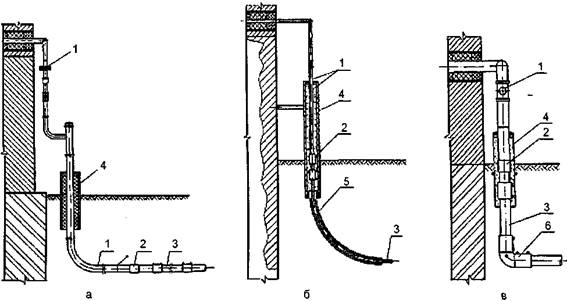
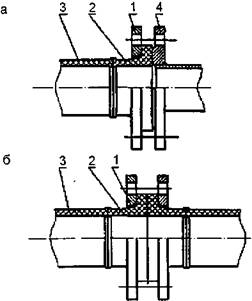
7.3.1 У місцях переходу зовнішнього підземного газопроводу в надземне положення (далі - вихід) і в місцях розташування цих виходів безпосередньо в будинку (далі - цокольне введення) приєднання поліетиленового газопроводу до сталевого може виконуватися як на горизонтальній, так і на вертикальній ділянках газопроводу.
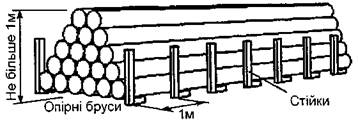
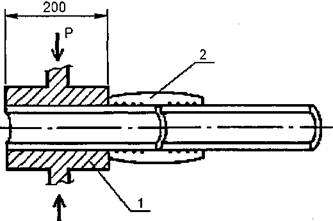
7.3.2 При переході з поліетилену на сталь на горизонтальній ділянці газопроводу-вводу перехід "поліетилен-сталь" розташовується на відстані від фундаменту будинку, що газифікується, (у світлі) не менше 1 м для газопроводів низького тиску та 2 м для газопроводів високого й
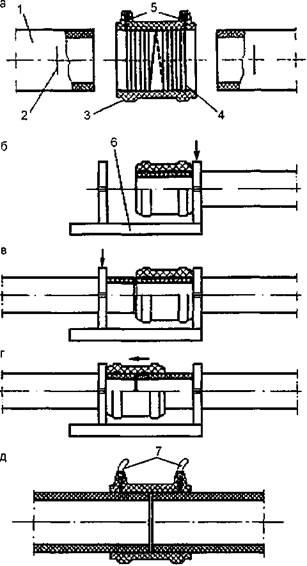
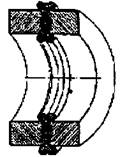
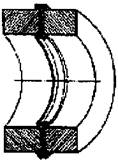
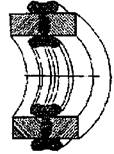
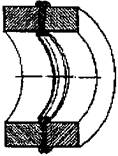
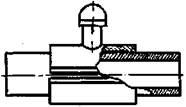
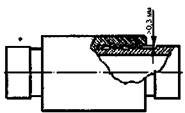
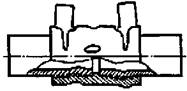
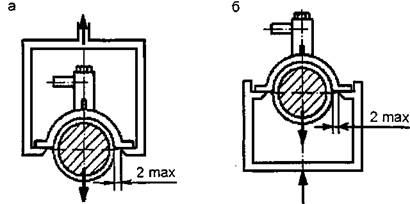
середнього тиску, а у футлярі розміщується вертикальна ділянка надземного виходу (рисунок 1, а).7.3.3 При переході з поліетилену на сталь на вертикальній ділянці газопроводу-вводу (далі - вузол вводу), розташованому безпосередньо у фундаменті будинку, що газифікується, відстань у світлі від футляра на вузлі вводу до стіни будинку повинна встановлюватися, як правило, з урахуванням ширини й заглиблення фундаменту, але не менше 50 мм.
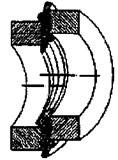
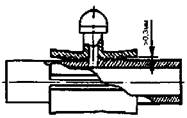
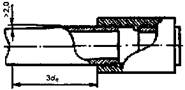
Вузол вводу, виконаний вигином поліетиленової труби (з радіусом не менше 25 діаметрів) і з переходом "поліетилен-сталь" на вертикальній ділянці, рекомендується розміщувати в захисному футлярі від вертикальної до горизонтальної ділянки вузла вводу. Відстань від фундаменту будинку до кінця горизонтальної ділянки футляра повинна бути не менше 1 м (рисунок 1, б).
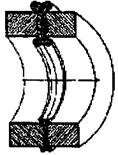
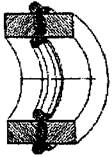
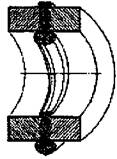
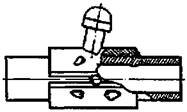
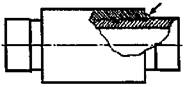
Вузол вводу, виконаний з використанням відводу із закладними нагрівальними елементами і переходом "поліетилен-сталь" на вертикальній ділянці, рекомендується розміщувати у футлярі тільки на вертикальній ділянці (рисунок 1, в).
Не рекомендується на вертикальній ділянці вузла воду розміщувати перехід "поліетилен-сталь" вище рівня землі.
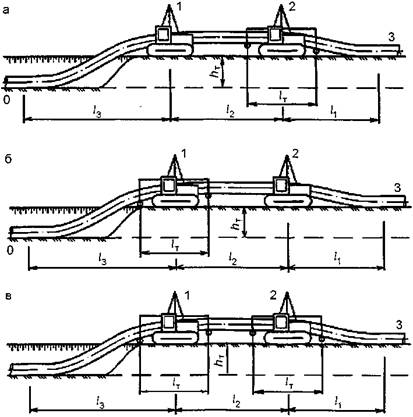
a - сталевий цокольний вузол вводу; б - поліетиленовий вузол вводу, виконаний вільним вигином труби; в - поліетиленовий вузол вводу, виконаний за допомогою відводу із закладними нагрівальними елементами; 1 - сталева ділянка цокольного вузла вводу; 2 - перехід "поліетилен-сталь"; 3 - поліетиленовий газопровід; 4 - футляр; 5 - поліетиленовий футляр вигнутий; 6 - відвід із закладними нагрівальними елементами
Рисунок 1 - Цокольний вузол вводу газопроводу в будинок
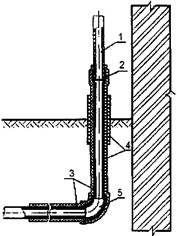
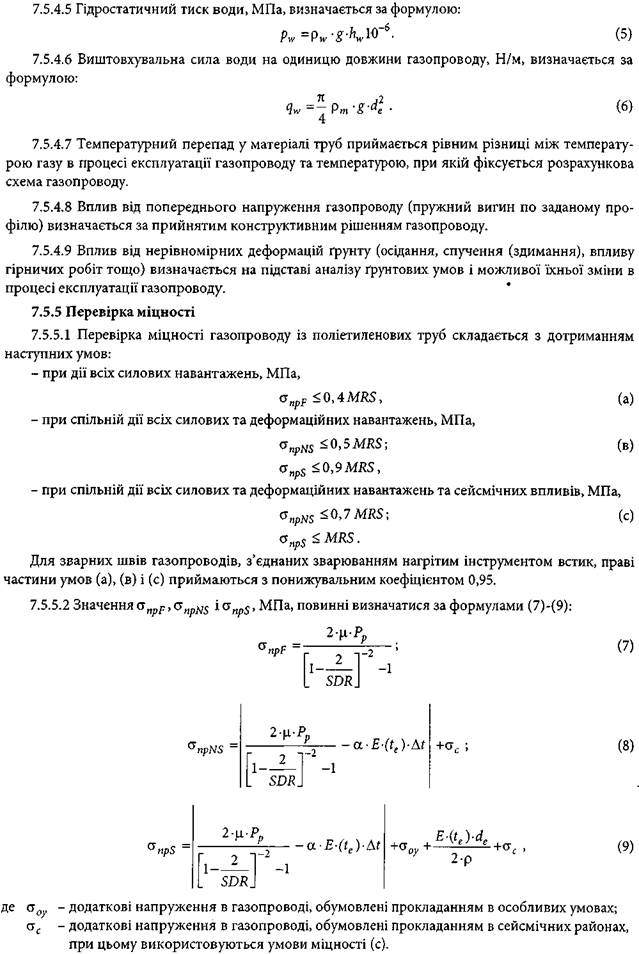
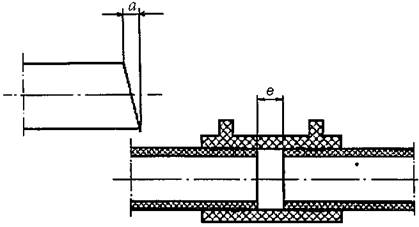
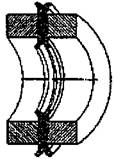
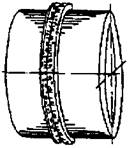
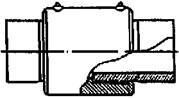
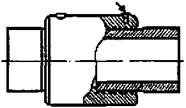
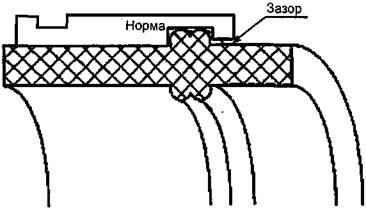
7.3.4 При використанні на ділянках вузлів вводу і виходів із землі поліетиленових труб із захисним покриттям зі склопластику (цільна конструкція вузла вводу, виготовлена в заводських умовах) використання футляра не передбачається, а перехід "сталь-поліетилен" розташовується вище рівня землі (рисунок 2).
1 - сталева ділянка газопроводу-вводу; 2 - перехід "поліетилен-сталь"; 3 - поліетиленовий газопровід; 4 - склопластикова оболонка; 5 - відвід із закладним нагрівальним елементом
Рисунок 2 - Цокольний вузол вводу газопроводу зі склопластиковим покриттям
7.3.5 У футлярах виходів і вузлів вводу можуть розміщуватися нерознімні переходи "поліетилен-сталь". Діаметр футлярів рекомендується приймати за таблицею 3.
На поліетиленові вузли вводу не повинні передаватися навантаження від ваги сталевих газопроводів, запірних арматур та інших пристроїв.
7.3.6 При розробленні проектних рішень виходів і вузлів вводу рекомендується дотримуватись наступних основних принципів:
- всі конструкції повинні мати компенсатор;
- конструкція футляра повинна забезпечувати теплову ізоляцію поліетиленових труб з метою запобігання охолодженню труби нижче температури мінус 15 °С;
- перехід "поліетилен-сталь" повинен розташовуватися таким чином, щоб місце з'єднання поліетиленових і сталевих частин було розташоване не вище рівня землі;
- футляр газопроводу повинен бути герметично закритим з обох кінців. Для відбору проб повітря допускається передбачати контрольну трубку (штуцер);
- підземна ділянка вузла вводу газопроводу, виконана "вільним виміном", повинна розміщуватися у твердому (пластмасовому) футлярі, що щільно з'єднується з вертикальним сталевим футляром;
- надземна ділянка футляра повинна бути сталевою і забезпечувати захист від механічних і температурних впливів зовнішнього середовища.
7.3.7 Виходи й вузли вводу поліетиленових газопроводів слід виготовляти за типовою документацією, що затверджена у встановленому порядку.
7.3.8 Для сталевих вставок поліетиленових газопроводів слід застосовувати труби, що відповідають вимогам ДБН В.2.5-20. Сталеві вставки на поліетиленових газопроводах встановлюються тільки в тих випадках, коли застосування поліетиленових труб відповідно до вимог цих Норм та ДБН В.2.5-20 не допускається.
7.3.9 Захист від корозії сталевих вставок поліетиленових газопроводів проектується відповідно до вимог ДБН В.2.5-20, виходячи з умов прокладання газопроводу, даних про корозійну активність ґрунтів, наявності блукальних струмів, необхідного терміну служби газопроводу.
7.3.10 Нерознімні переходи "поліетилен-сталь" повинні укладатися на основу з піску (крім пилуватого) завдовжки по 1 м у кожну сторону від з'єднання, висотою не менше 10 см і присипатися шаром піску на висоту не менше 20 см.
7.4 Проектування газопроводів із поліетиленових труб на підроблюваних територіях, у районах з просадковими ґрунтами та ґрунтами, що набухають та спучуються
7.4.1 При проектуванні поліетиленових газопроводів на підроблюваних територіях, районах з просадковими ґрунтами, ґрунтами, що набухають, спучуються, та у районах, де проводилися, проводяться або передбачаються гірські розробки, слід керуватися вимогами цих Норм.
7.4.2 Траса газопроводу передбачається переважно поза проїзною частиною території з урахуванням можливого розкриття траншей у період інтенсивних деформацій земної поверхні в результаті гірничих робіт.
7.4.3 Міцність і стійкість газопроводів, проектованих для прокладання на підроблюваних територіях, забезпечується за рахунок:
- збільшення рухливості газопроводу в ґрунті;
- зниження впливу ґрунту, що деформується, на газопровід.
Для забезпечення рухливості газопроводу в ґрунті й зниження впливу ґрунту, що деформується, на газопровід повинно передбачатися: непрямолінійне укладання газопроводу по дну траншеї "змійкою" та застосування малозчеплювальних матеріалів для засипання траншей після укладання труб.
У якості малозчеплювальних матеріалів для засипання траншей газопроводу застосовують пісок, піщаний та інший ґрунт, що має низьке зчеплення часток.
Довжина зони захисту газопроводу визначається довжиною мульди зрушення, збільшеної на 150 діаметрів газопроводу в кожну сторону від її межі.
7.4.4 Переходи газопроводів через яри, залізничні колії у виїмках, а також у місцях, де можливе утворення провалів і тріщин, рекомендується передбачати надземними зі сталевих труб.
7.4.5 На газопроводах у межах підроблюваних територій рекомендується передбачати додаткові контрольні трубки на круто загнутих кутах повороту та в місцях розгалуження мережі.
Для запобігання механічним ушкодженням контрольні трубки, залежно від місцевих умов, повинні бути захищені шляхом виведення під ковер або із застосуванням іншого захисного пристрою згідно з конструкторською та технологічною документацією, що затверджена у встановленому порядку.
7.4.6 При проектуванні газопроводів для районів із здимальними, просадними й ґрунтами, що набухають, керуються вимогами ДБН В.2.5-20, СНиП 2.02.01 та цих Норм.
7.4.7 Глибина прокладання газопроводів при однаковому ступені спучення (здимання), набухання або просідання по трасі приймається до верху труби:
- у середньопучинистих, середньонабухаючих, сильнопучинистих і II типу просадочності – не менше 0,8 глибини промерзання, але не менше 0,9 м;
- у надмірнопучинистих і сильнонабухаючих - не менше 0,9 глибини промерзання, але не менше 1,0 м.
Прокладання газопроводів у слабопучинистих, слабонабухаючих і І типу просадковості ґрунтах повинна передбачатися відповідно до вимог ДБН В.2.5-20 та цих Норм
7.4.8 Прокладання газопроводів у ґрунтах неоднакового ступеня спучення (здимання), набухання або просідання по трасі (різко мінливий склад ґрунту, зміна рівня ґрунтових вод, перехід газопроводу із проїзної частини дороги в газон тощо), а також у насипних ґрунтах приймається до верху труби - не менше 0,9 глибини промерзання, але не менше 1,0 м.
7.4.9 Значення додаткових напружень, обумовлених прокладанням газопроводів у здимальних, просадних або ґрунтах, що набухають, визначаються розрахунком та цими Нормами.
7.5 Розрахунки трубопроводів із поліетиленових труб на міцність та стійкість до впливу навколишнього середовища
7.5.1 Розрахунок газопроводів на міцність та стійкість положення (проти спливання) включає:
- визначення розмірів труб за робочим (нормативним) тиском;
- проведення перевірного розрахунку прийнятого конструктивного рішення, тобто оцінка допустимості призначених радіусів пружного вигину газопроводу й температурного перепаду;
- визначення необхідної величини баластування;
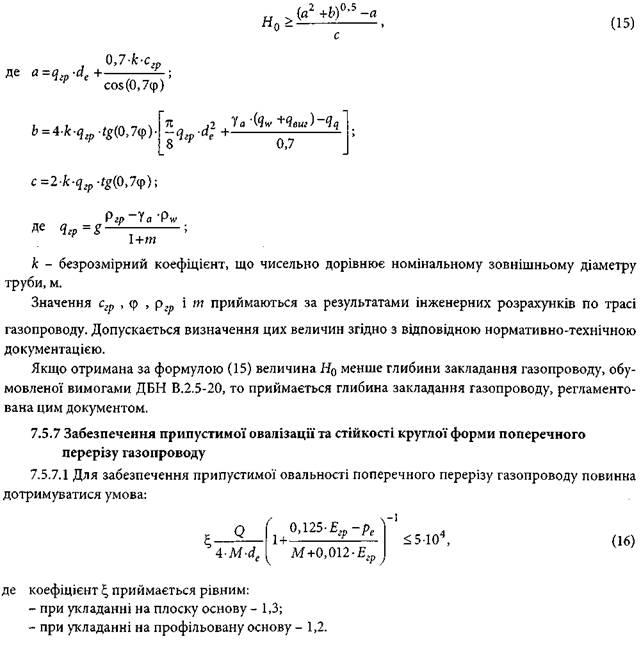
- забезпечення кільцевої форми поперечного перерізу (гранично припустимої величини овальності).
Міцність і стійкість газопроводів забезпечується також на всіх стадіях будівництва й випробувань.
7.5.2 При розрахунках на міцність і стійкість газопроводів із поліетиленових труб термін служби приймається 50 років.
7.5.3 Розрахункові характеристики матеріалу газопроводів
7.5.3.1 Розрахунковими характеристиками матеріалу газопроводів є: мінімальна тривала міцність згідно з 3.1 та 3.5 цих Норм, модуль повзучості матеріалу труби, коефіцієнт лінійного теплового розширення, коефіцієнт Пуассона.
7.5.3.2 При проведенні розрахунків значення MRS повинні прийматися для труб, що виготовлені з композицій поліетилену типу:
ПЕ 80 - MRS = 8,0 МПа; ПЕ 100 - MRS = 10,0 МПа.
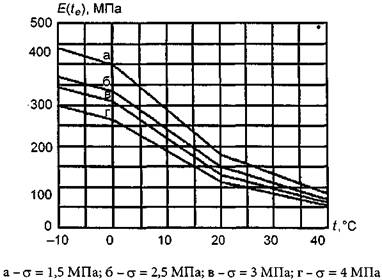
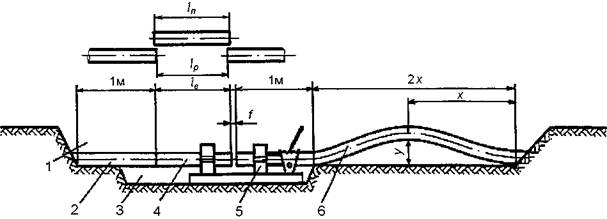
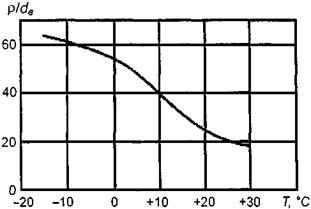
7.5.3.3 Модуль повзучості матеріалу труб для терміну служби газопроводу 50 років приймається залежно від температури експлуатації за графіками, наведеними на рисунку 3, де напруження в стінці труби визначаються за формулою:
При напруженні в стінці труби σ менше 1,5 МПа значення модуля повзучості варто приймати по кривій а рисунка 3.
Рисунок 3 - Значення модуля повзучості σ матеріалу труб для проектного терміну експлуатації 50 років залежно від температури газу, що транспортується
7.5.3.4 Коефіцієнт лінійного теплового розширення матеріалу труб приймається рівним α =2,2ּ10-4 (°С). Коефіцієнт Пуассона матеріалу труб повинен прийматися рівним μ =0,43.
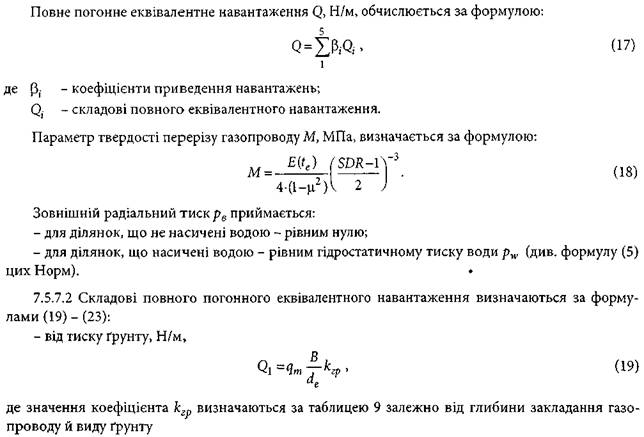
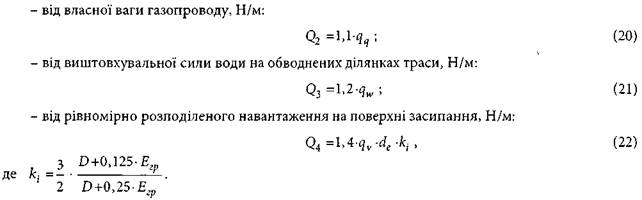
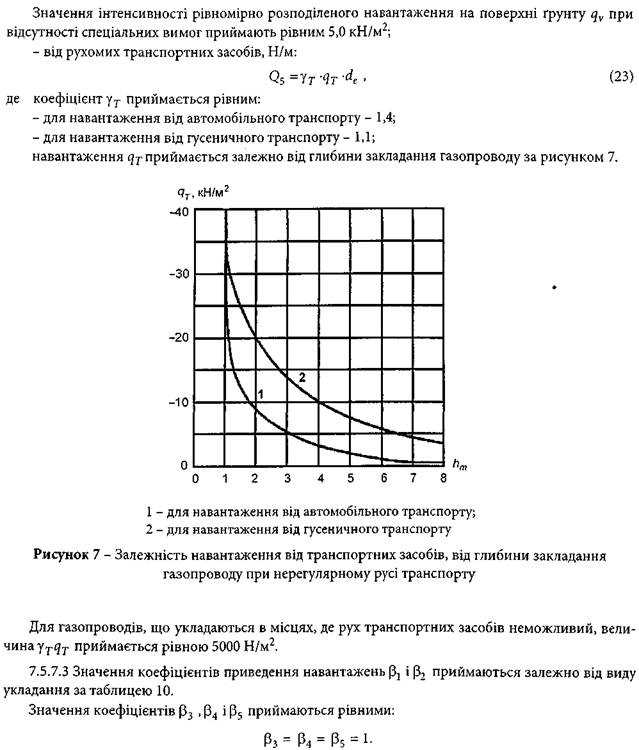
7.5.4 Навантаження та впливи
7.5.4.1 Навантаження та впливи, що діють на газопроводи, розділяються на:
- силові навантаження - внутрішній тиск газу, вага газопроводу, споруд на ньому та вага газу, що транспортується, тиск ґрунту, гідростатичний тиск та виштовхувальна сила води, навантаження, що виникають при укладанні й випробуванні;
- деформаційні навантаження - температурні впливи, впливи попереднього напруження газопроводу (пружний вигин, розтяг компенсаторів тощо), впливи нерівномірних деформацій ґрунту (осідання, здимання, деформації земної поверхні в районах гірничих робіт);
- сейсмічні впливи.
7.5.4.2 Робочий (нормативний) тиск газу, що транспортується, встановлюється проектом.
7.5.4.3 Власна вага одиниці довжини газопроводу, Н/м, визначається за формулою:
7.5.4.4 Тиск ґрунту на одиницю довжини газопроводу, Н/м, визначається за формулою:
7.5.5.3 Значення додаткових навантажень, обумовлених прокладанням газопроводів у ґрунтах, що спучуіоться (здимаються), повинні прийматися залежно від глибини промерзання згідно із таблицею 5.
Таблиця 5
Глибина промерзання,
м
Значення додаткових напружень, МПа, при спученні (здиманні) ґрунту
середнє
сильне
надмірне
1,0
0,3
0,4
0,5
2,0
0,4
0,6
0,7
3,0
0,5
0,7
0,8
4,0
0,7
0,9
1,0
7.5.5.4 Значення додаткових напружень, обумовлених прокладанням газопроводів у середньонабухаючих ґрунтах і ґрунтах II типу просадковості повинні прийматися рівними 0,6 МПа, у сильнонабухаючих ґрунтах і на підроблювальних територіях значення додаткових напружень повинні прийматися рівними 0,8 МПа.
Додаткові навантаження враховуються в межах розглянутої ділянки та на відстанях 40de в обидва боки від нього.
Додаткові навантаження при прокладанні газопроводів у слабонабухаючих і слабоздимальних ґрунтах, у ґрунтах І типу просадковості не враховуються.
7.5.5.5 Значення додаткових напружень, МПа, обумовлених прокладанням газопроводів у сейсмічних районах, визначаються за формулою:
7.5.5.6 Значення коефіцієнта защемлення газопроводів у ґрунті m0 , швидкостей поширення поздовжніх сейсмічних хвиль і сейсмічних прискорень аC визначаються за таблицями 6 і 7.
Таблиця 6
Ґрунти
Коефіцієнт защемлення газопроводу в ґрунті m0
Швидкість поширення поздовжньої сейсмічної хвилі νc , км/с
Насипні, пухкі піски, супіщані, суглинки й інші, крім вологонасичених
0,50
0,12
Піщані маловологі
0,50
0,15
Піщані середньої вологості
0,45
0,25
Піщані водонасичені
0,45
0,35
Супіщані ґрунти й суглинки
0,60
0,30
Глинисті вологі, пластичні
0,35
0,50
Глинисті, напівтверді й тверді
0,70
2,00
Ліс і лісовидні
0,50
0,40
Торф
0,20
0,10
Низькотемпературні мерзлі (піщані, глинисті, насипні)
1,00
2,20
Високотемпературні мерзлі (піщані, глинисті, насипні)
1,00
1,50
Гравій, щебені й галечник
Див. прим. 2
1,10
Вапняки, сланці, піщаники
Те саме
1,50
Скельні породи (моноліти)
»
2,20
Примітка 1. У таблиці наведені найменші значення νc , які уточнюють при розрахунках.
Примітка 2. Значення коефіцієнта защемлення газопроводу приймають за ґрунтом засипання
Таблиця 7
Сила землетрусу, бали
7
8
9
10
Сейсмічне прискорення ас , м/с2
100
200
400
800
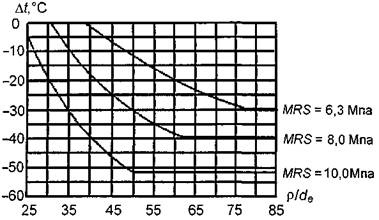
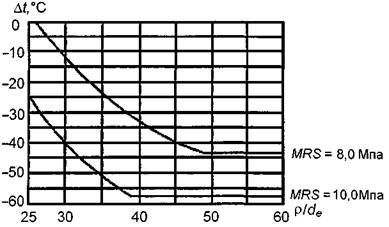
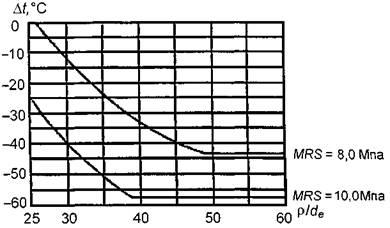
7.5.5.7 Для газопроводів, що прокладаються у звичайних умовах, залежності між максимально припустимим температурним перепадом і мінімально припустимим радіусом пружного вигину при температурі експлуатації 0 °С для різних значень SDR і MRS наведені на рисунках 4-6.
Рисунок 4 - Максимально припустимий негативний температурний перепад у залежності від відношення радіуса пружного вигину до зовнішнього діаметра газопроводу при температурі експлуатації 0°С и робочому тиску 0,3 МПа для SDR 11 і різних MRS
Рисунок 5 - Максимально припустимий негативний температурний перепад у залежності від відношення радіуса пружного вигину до зовнішнього діаметра газопроводу при температурі експлуатації 0°С и робочому тиску 0,6 МПа для SD.R 11 і різних MRS
Рисунок 6 - Максимально припустимий негативний температурний перепад у залежності від відношення радіуса пружного вигину до зовнішнього діаметра газопроводу при температурі експлуатації 0°С и робочому тиску 0,3 МПа для SDR 17,6 і різних MRS
7.5.6 Визначення необхідної величини баластування
7.5.6.1 Для забезпечення проектного положення газопроводів на підводних переходах, на ділянках прогнозованого обводнювання, на ділянках, що обводнюються періодично, застосовуються наступні види баластування:
- вантажі з високощільних матеріалів (залізобетон, чавун та ін.);
- ґрунт зворотного засипання, що закріплюється нетканим синтетичним матеріалом;
- вантажі із синтетичних міцних тканин, наповнені мінеральним ґрунтом або цементно-піщаною сумішшю.
7.5.6.2 При баластуванні газопроводу вантажами з матеріалів, що мають високу щільність (залізобетон, чавун тощо), відстані між ними, м, повинні бути не більше обумовлених наступними співвідношеннями:
7.5.6.3 Значення коефіцієнта надійності стійкого положення γа для різних ділянок газопроводу приймаються за таблицею 8.
Таблиця 8
Ділянка газопроводу
Значення γа
Обводнені й заплавні за межами проведення підводно-технічних робіт ділянки траси
1,05
Руслові ділянки траси, включаючи прибережні ділянки в межах проведення підводно-технічних робіт
1,10
Коефіцієнт надійності за матеріалом вантажу приймається:
- для залізобетонних вантажів і мішків із цементно-піщаною сумішшю - 0,85;
- для чавунних вантажів - 0,95.
Вага вантажу визначається за проектною та технологічною документацією, що затверджена у встановленому порядку.
7.5.6.4 При баластуванні газопроводу ґрунтом зворотного засипання, що закріплюється нетканим синтетичним матеріалом, відстань, м, від осі труби до верху ґрунту повинна бути не менше величини, що визначена за формулою:
Таблиця 9
Глибина закладання газопроводу, м
Значення коефіцієнта kгр для ґрунтів
Пісок, супіски, суглинок твердий
Суглинок тугопластичний, глина твердої консистенції
0,5
0,82
0,85
1,0
0,75
0,78
2,0
0,67
0,70
3,0
0,55
0,58
4,0
0,49
0,52
5,0
0,43
0,46
6,0
0,37
0,40
7,0
0,32
0,34
8,0
0,29
0,32
Таблиця 10
Вид укладання
β1
β2
На плоску основу
0,75
0,75
На спрофільовану основу з кутом охоплення:
70°
0,55
0,35
90°
0,50
0,30
120°
0,45
0,25
8 РЕКОНСТРУКЦІЯ ПІДЗЕМНИХ СТАЛЕВИХ ТРУБОПРОВОДІВ ІЗ ВИКОРИСТАННЯМ ПОЛІЕТИЛЕНОВИХ ТРУБ
8.1 Проектування робіт з реконструкції підземних сталевих газопроводів із використанням поліетиленових труб
8.1.1 Положеннями цього розділу можна керуватися при реконструкції зношених підземних сталевих газопроводів із використанням їх як каркаса для протягання в них поліетиленових труб.
Допускається використання як каркаса раніше виведених з експлуатації газопроводів після відповідного їхнього прочищення та перевірки.
Рішення про використання конкретного варіанта безтраншейного відновлення працездатності газорозподільних мереж приймається після складання загальної схеми реконструкції газової мережі на підставі техніко-економічного порівняння варіантів і розрахунку пропускної здатності газопроводу з урахуванням вимог ДБН В.2.5-20.
8.1.2 Використання безтраншейних методів реконструкції газових мереж низького (до 0,005 МПа), середнього (понад 0,005 МПа до 0,3 МПа) і високого (до 1,0 МПа) тисків із застосуванням поліетиленових труб є доцільним для всіх природно-геологічних умов, що передбачені цими Нормами для прокладання газопроводів із поліетиленових труб.
При реконструкції сталевого газопроводу низького тиску поліетиленові труби, що протягнені у ньому, можуть використовуватися для подачі газу як низького, так і середнього або високого тиску. Доцільність переводу існуючих газових мереж із низького тиску на середній або високий встановлюється розрахунком пропускної здатності газопроводу, що підлягає реконструкції.
8.1.3 Технологія протягання усередині сталевого зношеного газопроводу поліетиленової труби передбачає протягання звичайної круглої труби, при цьому зменшується діаметр газопроводу, що підлягає реконструкції.
8.1.4 Для проведення робіт із протягання поліетиленових труб використовується наступне устаткування:
- лебідка;
- головка для протягання;
- зварювальне устаткування;
- причіп для барабана.
8.1.5 Перед реконструкцією газопровід обстежують та очищують від ґрата або-інших ріжучих нерівностей. Спосіб очищення внутрішньої поверхні газопроводу визначається залежно від ступеня та виду забруднень і може бути проведений за допомогою шкребків, поршнів, піскоструминних апаратів і т.п.
Відеокамерою перевіряється можливість безперешкодного протягання поліетиленової труби по всій довжині газопроводу, що відновлюється.
8.1.6 При реконструкції зношених газопроводів на ділянках, де вони не відповідають вимогам ДБН В.2.5-20 і інших нормативних документів, що діють на момент проектування реконструкції (глибина закладання, осідання газопроводу від розмиву основи ґрунтовими водами, відстані між будинками, спорудами й комунікаціями та ін.), треба їх перекладати.
Наявність таких ділянок рекомендується відобразити в документації, що надається замовником до проектної організації, а в проекті реконструкції безтраншейним методом - передбачити їх перекладання відповідно до вимог діючих на момент проектування будівельних норм.
8.1.7 Проектна документація, як правило, повинна бути виконана на геопідоснові, що діє на момент проектування і погоджена у встановленому порядку.
В окремих випадках при невеликих обсягах робіт (до 200 м) допускається наявність геопідоснови тільки на котловани, що розриваються для проведення робіт, із їх прив'язкою і нанесенням на схему в масштабі.
Варто передбачати заходи, що не допускають ушкодження й виникнення деформацій будинків, споруд і комунікацій у процесі будівельних робіт.
Умови перетину з підземними спорудами, комунікаціями й кабельними лініями, що попадають у зону намічуваних до розриття котлованів і місць відкритого прокладання, погоджуються із зацікавленими організаціями на стадії проектування.
8.1.9 Проектна документація, як правило, містить наступні розділи:
- пояснювальну записку;
- план і профіль газопроводу з геологічними даними;
- проект організації будівництва;
- будівельну частину (за необхідності);
- кошторис.
8.1.10 Вибір типу матеріалу (ПЕ 80, ПЕ 100), стандартних розмірних співвідношень труб поліетиленових SDR 17,6 або SDR 11 і коефіцієнта запасу міцності проводять згідно з цими Нормами.
Труби SDR 17,6 на ділянках відкритого прокладання, у міських умовах, де ґрунт може бути засмічений залишками будівельного сміття, рекомендується додатково захищати за допомогою тонкостінних пластмасових гофрованих труб згідно з ДСТУ Б В.2.5-32.
8.1.11 Проект реконструкції виконується спеціалізованими проектними організаціями відповідно до вимог ДБН В.2.5-20 і цих Норм.
8.1.12 Реконструкція газопроводів здійснюється на основі робочого проекту та розроблених рішень із організації будівельного виробництва й технології проведення робіт, які повинні бути прийняті в проекті організації будівництва, що входить до складу робочого проекту й проекту проведення робіт.
Робочий проект та техніко-економічне обґрунтування, графічна й робоча документації, виконавчі схеми і креслення, що входять до його складу, повинні відповідати вимогам ДБН А.2.2-3.
Проект організації будівництва і проект проведення робіт розробляються відповідно до вимог ДБН А.3.1-5 на підставі вихідних даних, наданих замовником, із урахуванням рівня технічної оснащеності будівельної й експлуатуючої організацій.
8.1.13 При оформленні замовлення на проектування об'єктів реконструкції зношених газопроводів замовник надає до проектної організації наступну документацію, погоджену з експлуатуючою організацією:
- технічне завдання із вказівками щодо меж реконструкції;
- виконавчу документацію на діючий зношений газопровід в обсязі, що забезпечує точне визначення положення відновлюваного газопроводу та споруд на ньому;
- довідку про наявність і ефективність дії електрозахисних установок і акт за результатами останньої перевірки технічного стану газопроводу приладовими методами та за допомогою шурфування за необхідності;
- схему діючого газопроводу з усіма відгалуженнями від нього й вказівками щодо навантажень за витратою газу на ділянку, що відновлюється, та відгалуження від неї, значеннями внутрішніх діаметрів зношених газопроводів та вказівками щодо джерел живлення (від одного або декількох ГРП);
- перелік споживачів, які потребують безперебійного постачання газу, із вказівками щодо їх навантаження.
8.1.14 Проекти реконструкції розробляються із застосуванням апробованих технічних рішень, на які розроблені та введені в дію нормативні документи у відповідності з ДБН А.2.2-3.
При розробленні робочого проекту рекомендується розглядати наступні варіанти технічних рішень:
- збереження існуючого тиску в мережі, коли це можливо за умовами забезпечення газом споживачів;
- повне переведення мереж низького тиску на середній з установленням кожному споживачеві індивідуальних регуляторів тиску;
- часткове переведення мереж низького тиску на середні з установленням регуляторів тиску для групи споживачів газу зі збереженням низького тиску для частини внутрішньо квартальної мережі, що залишилася;
- переведення газопроводу середнього тиску на високий, коли це можливо, за умов забезпечення газом споживачів.
8.1.15 На робочих кресленнях ділянок наносяться місця розташування прилеглих, розташованих паралельно й пересічених підземних інженерних споруд і комунікацій, трас телефонної каналізації й підземних кабелів, колодязів і оглядових пристроїв, засобів зв'язку та інших споруд.
Співвідношення діаметрів старого й нового газопроводів і спосіб безтраншейної реконструкції визначаються за результатами гідравлічного розрахунку пропускної здатності й аналізу проходження траси газопроводу.
Варто враховувати стан внутрішньої поверхні сталевих газопроводів: зсув кромок труб; наявність напливів металу або підварок у корені шва; наявність заставних кілець, що залишаються (підкладок); злам профілю траси; можливість накопичення конденсату в нижчих точках газопроводу, які можуть перешкоджати вільному проходженню поліетиленової труби.
У проекті враховуються можливі витрати на внутрішню телеінспекцію порожнини газопроводу, підрізання та зачищення механічних перешкод (ґрат на зварних швах, розбіжність кромок тощо) і видалення сторонніх предметів і конденсату за допомогою ремонтних роботів або додаткових котлованів і вирізування котушок.
8.1.16 Реконструкція сталевих газопроводів передбачається ділянками. Довжина окремих ділянок встановлюється залежно від місцевих умов проходження траси, стану внутрішньої поверхні газопроводу, прийнятої технології реконструкції, щільності забудови, кількості необхідних відгалужень, наявності крутих поворотів, різких перепадів висот та інших факторів.
Для видалення забруднень внутрішньої поверхні газопроводу довжина ділянок, що підлягають очищенню, повинна прийматися, як правило, не більше 100 м.
Допускається більша довжина для очищення за умови розроблення спеціальної технологічної карти організацією, що виконує основні роботи.
8.1.17 При розробленні проектної документації на реконструкцію зношених газопроводів, що попадають у зону дії ліній і споруд метрополітену, залізниць та інших спецоб'єктів, повинні бути, як правило, отримані технічні умови від організацій, що їх експлуатують.
Проектна документація в цьому випадку, крім інших погоджень, повинна бути погоджена з відповідними службами цих об'єктів.
8.1.18 Відстань у плані між котлованами, що розриваються для проведення робіт, і огородженням наземної лінії метрополітену повинна бути такою, щоб основа огорож не потрапила в призму обвалення ґрунту котловану, і становити не менше 5 м. У стиснених умовах при відповідному технічному обґрунтуванні відстань може бути зменшена за узгодженням із відповідними службами.
8.1.19 При розробленні проектної документації на реконструкцію підводних переходів газопроводів (дюкерів) особлива увага приділяється заходам щодо захисту від обвалення берегів, дамб і набережних, для чого перед початком проектних робіт повинне бути проведене детальне геологічне дослідження ґрунтів і залежно від стану яких слід вживати заходів щодо їхнього закріплення.
Під'їзні дороги, машини й устаткування повинні розташовуватися так, щоб виключити вплив навантаження на краї берегів і огороджувальних стінок, дамб і набережних. Проект організації будівництва погоджується з організаціями, в експлуатації яких перебувають берегові підвалини, дамби й набережні.
8.1.20 При розробленні проекту реконструкції газопроводів враховують, що розділення сталевого газопроводу на окремі ділянки (при протягуванні поліетиленових труб) може призвести до порушення єдиної системи електрохімічного захисту. З огляду на наведене, проект повинен, як правило, містити окремий розділ або перелік заходів щодо захисту від корозії металевих ділянок газопроводу, футлярів і сталевих вставок.
Спосіб захисту від корозії вибирається проектною організацією за узгодженням з підприємством, що експлуатує системи захисту, і може передбачати:
- збереження комплексного активного захисту всіх підземних металевих споруд (газопроводів, теплових мереж, водопроводів тощо);
- заміну катодного захисту протекторним;
- відмову від активного захисту відновленої ділянки.
Заходи щодо захисту від корозії розробляються відповідно до вимог ДБН В.2.5-20 і додатково включають вказівки щодо:
- збереження, ліквідації або заміни установок і пристроїв електрозахисту й контрольно-вимірювальних пунктів;
- виконання електроперемичок між обрізаними ділянками існуючого газопроводу;
- необхідності реконструкції трас дренажних і живильних кабелів, а також пунктів їхнього підключення до підземних споруд;
- порядку налагодження й регулювання систем електрозахисту.
8.1.21 Проектом враховуються заходи і витрати на відновлення дорожніх покриттів і зелених насаджень, ушкоджених при проведенні реконструкції газопроводу.
8.1.22 Для споживачів, що потребують безперебійного постачання газу і живляться від ділянок газопровідної мережі, повинен проводитись розрахунок схеми тимчасового їхнього підключення за допомогою байпаса до найближчої ділянки, що експлуатується. Байпас може передбачатися з металевих або поліетиленових труб залежно від планованого часу експлуатації.
8.1.23 Розміщувати переходи "поліетилен-сталь" рекомендується тільки на прямолінійних ділянках газопроводів.
За наявності на ділянках відводів або трійникових відгалужень протягувати через них поліетиленові труби не рекомендується. На цьому місці передбачаються котлован і вирізування відповідного елемента сталевого газопроводу.
Протягання разом із трубами нерознімних переходів "поліетилен-сталь" не допускається, а деталей із закладними нагрівальними елементами не рекомендується.
Рекомендовані співвідношення діаметрів сталевих і поліетиленових труб, що протягуються в них, наведені в таблиці 11.
Таблиця 11
Зовнішній (умовний) діаметр сталевого газопроводу,
що відновлюється, мм
Номінальний зовнішній діаметр поліетиленових труб, що рекомендуються до протягання, мм
І Коефіцієнт зменшення прохідного перерізу
SDR 11
SDR 17,6
40
20
8,6
-
50
32
4,9
-
65
40
4,6
-
80
50
4,2
-
100
63
3,8
-
150
110
2,8
-
200
160
2,6
2,2
250
200
2,6
2,2
250
225
2,0
1,7
300
250
2,3
2,0
350
315
1,9
1,7
8.1.24 При визначенні розмірів котлованів і довжин котушок, що вирізаються, необхідно враховувати діаметр поліетиленової труби, що протягується, і глибину закладання газопроводу.
Глибина закладання сталевих зношених газопроводів, у яких протягаються поліетиленові труби, а також глибина закладання поліетиленових газопроводів до верху труби в місцях їх відкритого (поза сталевими трубами) прокладання при довжині цих ділянок до 15 м може відповідати вимогам ДБН В.2.5-20 для сталевих газопроводів.
Відкрите прокладання поліетиленових газопроводів (поза каркасом) допускається в місцях з'єднання труб деталями із закладними нагрівальними елементами, переходів труб з одного діаметра на іншій, у місцях установлення переходів "поліетилен-сталь", трійників, поворотів газопроводу, а також на ділянках сталевого газопроводу, що видаляються та перешкоджають протягуванню поліетиленових труб.
При довжині відкритих (поза каркасом) підземних ділянок понад 15 м глибина закладання поліетиленових труб газопроводу повинна відповідати вимогам розділу 4 ДБН В.2.5-20 як для поліетиленових газопроводів та бути підтверджена перевірним розрахунком на міцність відповідної поліетиленової труби до зовнішнього тиску ґрунту. За наявності на цих ділянках середньо-або сильноспучених (здійнятих) ґрунтів передбачаються заходи, що компенсують вплив морозного спучення (здимання) ґрунту.
При неможливості укладання поліетиленових труб на глибині 0,8 м і більше, а також у разі розташування котлованів на проїзній частині автодоріг вживають заходів щодо захисту поверхні поліетиленових труб від ушкодження, наприклад шляхом застосування футлярів або інших способів, передбачених робочим проектом.
Розриття траншей і облаштування котлованів передбачаються з урахуванням місцевих ґрунтових умов (наявність водонасичених або слабких ґрунтів).
8.1.25 Допускається виконувати повороти пружним вигином поліетиленових труб при відкритому прокладанні, при цьому радіус повороту повинен бути не менше 25 номінальних зовнішніх діаметрів поліетиленової труби.
8.1.26 Конструкція закладання визначається проектом. При довжині ділянок більше 150 м на одному з кінців необхідно передбачати установлення контрольної трубки.
Простір між поліетиленовим газопроводом та каркасом (зношеним сталевим газопроводом) доцільно заповнювати піском або іншим матеріалом (переважно газонепроникним) з метою зменшення тертя поліетиленової труби при тепловому русі зі сталевим каркасом.
8.1.27 Розміри котлованів при протягуванні поліетиленової труби доцільно приймати мінімальними з урахуванням 8.2.24 цих Норм та з огляду на не перевищення куту вигину труби на вході в каркас значень, що зазначені у таблиці 12.
Таблиця 12
Зовнішній (умовний) діаметр сталевого газопроводу, що відновлюється, мм
Кут вигину, град, не більше
100
40-70
150
25-50
200
20-40
250
15-30
300
15-25
400
15-20
8.1.28 При перетині відновлюваного (методом протягування поліетиленових труб) газопроводу з різними спорудами та комунікаціями застосування додаткових захисних футлярів, як правило, не потрібно. Роль футляра в цьому випадку може виконувати ділянка відновлюваного сталевого газопроводу.
Конструкція такого футляра повинна передбачати ущільнення (закладання) кінців і встановлення контрольних трубок відповідно до вимог ДБН В.2.5-20 і цих Норм.
8.1.29 При розташуванні поліетиленових труб у футлярах враховують температурні деформації відновленої мережі при експлуатації та передбачають технологічні рішення, що знижують температурні деформації труб.
Компенсація температурних деформацій повинна здійснюватися, як правило, за рахунок само-компенсації окремих ділянок газопроводу. Встановлення компенсуючих пристроїв передбачають у тих випадках, коли розрахунком виявлені неприпустимі напруження в елементах газопроводу або неприпустимі зусилля на приєднаному до нього устаткуванні.
8.1.30 Проектні рішення повинні включати креслення на вузли з'єднань поліетиленових і сталевих труб, вимоги до пристрою байпасів, а також конструктивні вимоги до закладання (ущільнення) футлярів. Рекомендується використовувати типові рішення, погоджені у встановленому порядку.
8.1.31 Тепловий захист поліетиленових труб у місцях перетинання з тепловими мережами й іншими тепловидільними комунікаціями виконується з таким розрахунком, щоб температура поверхні поліетиленового газопроводу не перевищувала 30 °С протягом усього періоду експлуатації.
8.1.32 У місцях відкритого прокладання поліетиленових труб передбачають на відстані 0,2 м від верху труби укладання поліетиленової сигнальної стрічки з незмивним написом "Газ".
8.1.33 Склад і зміст проекту організації будівництва крім загальних вимог ДБН А.3.1-5 включає:
- план газопроводу із зазначенням ділянок, що не підлягають відновленню, а також місць приєднання цих ділянок до газопроводу;
- креслення котлованів із зазначенням їхніх точних розмірів відповідно до прийнятого методу проведення відбудовних робіт і обладнання, що використовується, підземних інженерних споруд і комунікацій, що проходять поруч із ними, і прив'язкою котлованів до постійних орієнтирів;
- перелік робіт, що виконуються у період, не пов'язаний із припиненням подачі газу, і робіт, проведених після відключення відновлюваної ділянки від діючої мережі;
- рішення щодо захисту відритих котлованів від можливого затоплення дощовими водами;
- рішення щодо способу проведення прочищення, телеінспекції й видалення перешкод і сторонніх предметів із внутрішньої порожнини газопроводу або щодо розриття додаткових котлованів і вирізання котушок;
- рішення щодо захисту місць відкритого (поза сталевим газопроводом) розташування поліетиленових труб і деталей (під проїзною частиною вулиць та ін.).
8.1.34 У пояснювальній записці проекту організації будівництва наводяться заходи щодо забезпечення безперервної роботи підприємств, що попадають у зону реконструкції (забезпечення під'їзних колій і пожежних проїздів, установлення додаткових дорожніх знаків тощо).
Приводяться заходи щодо забезпечення пожежо- і вибухобезпеки протягом усього строку проведення робіт із реконструкції, а також контролю за концентрацією газу в місцях проведення газонебезпечних робіт.
Склад і деталізація проекту проведення робіт встановлюються будівельною організацією виходячи із довжини й ступеня складності об'єкта реконструкції.
8.1.35 При розробленні проекту проведення робіт визначаються послідовність і строки виконання всіх технологічних операцій, за необхідності складаються технологічні карти на виконання окремих видів робіт або використовуються типові технологічні карти.
8.2 Організація робіт
8.2.1 До початку проведення робіт будівельно-монтажною організацією необхідно одержати дозвіл, що видається місцевою адміністрацією.
8.2.2 Реконструкцію кожного об'єкта допускається здійснювати тільки на основі затвердженого проекту, рішень щодо організації будівництва й технології проведення робіт. Всі етапи виконання робіт повинні вестися під контролем представників організацій, на які покладений авторський і технічний нагляд за проведенням робіт із реконструкції, і організацій, що експлуатують суміжні комунікації.
8.2.3 До початку реконструкції вживаються заходи щодо підготовки будівельного виробництва в обсязі, що забезпечує здійснення всіх робіт у максимально короткий термін, включаючи проведення загальної організаційно-технічної підготовки, підготовки газопроводу до реконструкції та устаткування до проведення монтажних робіт.
При реконструкції необхідно здійснювати контроль за всіма виконуваними операціями. Поопераційний контроль здійснюється інженерно-технічними працівниками, що пройшли відповідний курс навчання, а також персоналом газових господарств, що здійснюють технічний нагляд за будівництвом газопроводів.
8.2.4 Визначення траси газопроводу проводиться експлуатуючою організацією з повідомленням організацій, що експлуатують сусідні підземні комунікації. На трасі відзначаються контури намічуваних до розриття котлованів.
8.2.5 До початку розриття дорожніх покриттів і облаштування котлованів (приямків) необхідно вжити наступних заходів:
- місця проведення робіт відгородити по всьому периметру інвентарними щитами або металевою сіткою з позначенням організації, що проводить роботи, і телефонами відповідального виконавця робіт;
- при проведенні робіт на проїзній частині виставити попереджувальні знаки на відстані 5 м з боку руху транспорту, освітлювані в нічний час;
- з настанням темряви встановити на огорожі з лобової сторони на висоті 1,5 м сигнальне червоне світло, а місце робіт освітити прожекторами або переносними лампами.
8.2.6 Ширина ділянок огорожі призначається залежно від місцевих умов (ширини вулиці, можливості звуження проїзної частини й т.п.), але повинна бути не менше:
3,5 м - при глибині котлованів до 1,5 м;
4,5 м - при глибині котлованів більше 1,5 м.
Довжина огорожі встановлюється проектом проведення робіт.
8.2.7 Розкриття дорожніх покриттів і розриття траншей слід виконувати відповідно до проекту проведення робіт.
При наявності в місцях риття котлованів електрокабелів, кабелів зв'язку, інших підземних комунікацій виїмку ґрунту роблять із попереднім повідомленням і в присутності офіційних представників організацій, що їх експлуатують, з дотриманням заходів, що виключають можливість нанесення ушкоджень. Кабелі в межах перетинання після розкриття повинні бути переміщені в захисні футляри із пластмасових лотків, коробів або труб, що підвішуються, за необхідності, до балки, водночас повинні виконуватися інші вимоги, передбачені чинними в Україні нормативно-правовими актами та нормативними документами.
У випадку виявлення будь-яких підземних комунікацій або споруд, не зазначених у проектній документації, роботи слід призупинити. На місце робіт необхідно викликати автора проекту й представників організацій, що експлуатують суміжні комунікації, для визначення їхньої приналежності й вжити заходів щодо їх збереження або ліквідації (із внесенням у виконавчу документацію) у встановленому порядку.
8.2.8 Розкриті ділянки сталевого газопроводу повністю очищуються від землі. Відстань у просвіт між нижньою твірною труби й дном котловану повинна бути достатньою для проведення робіт із переврізання й відновлення газопроводу, але не менше 10 см. Виїмка нижніх шарів ґрунту й очищення розкритого газопроводу повинні проводитися ручним інструментом. Нерівності дна котлованів не повинні перевищувати 20 мм - 30 мм.
8.2.9 Відсікання ділянки від основної мережі здійснюється після відключення подачі газу шляхом вирізання котушок, довжина яких встановлюється з розрахунку вільного затягування поліетиленової труби і зручності проведення робіт.
Ділянки, що підлягають реконструкції, продуваються інертним газом або повітрям. Вирізання котушок проводиться експлуатуючою організацією на відключеному й звільненому від газу газопроводі з наступним приварюванням заглушок з боку діючих ділянок газопроводу.
Кінці обрізаної сталевої ділянки необхідно зачищати для усунення гострих кромок, які можуть ушкодити поверхню поліетиленових труб.
8.2.10 Перед відключенням газу в газопроводі забезпечують постачання газом споживачів, які живляться від ділянки газової мережі, що відключається, за допомогою байпаса.
8.2.11 Після завершення реконструкції зношеного газопроводу повинен бути, як правило, вжитий комплекс заходів щодо налагодження й регулювання систем електрозахисту.
8.2.12 Технологія реконструкції полягає в протягуванні усередині сталевих ділянок підготовлених поліетиленових труб.
Усі роботи, пов'язані із протягуванням поліетиленових труб, допускається проводити при температурі навколишнього повітря не нижче 5 °С або із застосуванням спеціальних опалювальних модулів (наметів).
8.2.13 Довгомірні труби, змотані на котушки, і труби мірної довжини, зварені між собою, перед протягуванням проходять зовнішній огляд. З'єднання труб проводиться переважно терморезисторним зварюванням деталями із закладними нагрівальними елементами або зварюванням нагрітим інструментом встик.
Для зварювання труб нагрітим інструментом встик повинні використовуватися зварювальні машини високого ступеня автоматизації.
8.2.14 Протягування поліетиленових труб здійснюється за допомогою спеціального тягового каната. У якості тягового можуть використовуватися сталеві або текстильні канати, кінці яких повинні оснащуватися з'єднувальними деталями для з'єднання з тягнучим пристроєм з однієї сторони й з буксирувальною головкою з іншої. Тяговий канат повинен проходити періодичну перевірку (як елемент вантажопідйомного пристрою) для уникання його розриву під час виконання технологічних операцій із прочищення й перевірки внутрішньої порожнини газопроводу й протягування поліетиленової труби. Для протягування тягового каната може використовуватися композиційний полімерний (склопластиковий, полікарбонатний або ін.) стрижень, металеві штанги, що згвинчуються, або "пневмопрохідник".
При використанні полімерного стрижня або штанг, що згвинчуються, вони пропускаються в газопровід з боку вхідного кінця. До кінця стрижня або штанги прикріплюють тяговий канат, розмічений фарбою через 1 м. Тяговий канат втягують у вхідний приямок зворотним порядком.
При використанні "пневмопрохідника" на кінці обрізаної ділянки сталевого газопроводу монтуються два фланці (стандартний приварний і глухий з отвором для каната). "Пневмопрохідник" із прикріпленим тяговим тросом повинен вставлятися усередину обрізаної ділянки й тиском стисненого повітря проштовхуватися з одного кінця до іншого.
8.2.15 Відновлювану ділянку попередньо прочищають протягуванням металевого "йоржа-калібру" або іншим способом, використовуваним у будівництві.
Перед протягуванням труби рекомендується здійснити просування контрольного відрізка поліетиленової труби довжиною 2,0 м - 3,0 м для визначення стану внутрішньої порожнини сталевої труби. Контроль тягового зусилля проводиться за динамометром. Контрольний відрізок труби після просування не повинен мати ушкоджень глибиною більше 0,3 мм для труб з номінальною товщиною стінки менше 6,8 мм і 0,7 мм для труб з номінальною товщиною стінки більше 6,8 мм.
Якщо під час прочищення або контрольного протягування "йорж-калібр" або відрізок труби застрягли в місці знаходження перешкоди, що фіксується довжиною каната, що перебуває усередині сталевого газопроводу, влаштовується додатковий котлован, вирізається ділянка газопроводу й усувається причина, що перешкоджає проходженню контрольного зразка. За неможливості облаштування додаткового котловану проводяться телеінспекція й видалення перешкоди за допомогою ремонтного робота.
8.2.16 Підготовлену поліетиленову трубу за допомогою буксирувальної головки й спеціального захоплювача прикріплюють до кінця тягового каната.
Для запобігання ушкодженням поліетиленових труб у місцях вводу й виводу їх зі сталевих газопроводів передбачають установлення гладких втулок із конусним розтрубом.
8.2.17 Перед початком робіт із протягування поліетиленової труби проводиться візуальний огляд стану внутрішньої поверхні газопроводу за допомогою відеокамери з метою виявлення можливих перешкод.
При виявленні внутрішніх перешкод у вигляді деформацій, зсувів або придавлення труб, виступних коренів шва вони повинні бути усунуті. Ділянка газопроводу, у якій неможливо усунути внутрішні перешкоди, вирізається.
Після цього проводиться очищення відключених ділянок від забруднень та інших сторонніх предметів та речовин із наступною перевіркою ступеня очищення й можливості здійснення робіт на всій підготовчій ділянці газопроводу за допомогою відеокамери.
8.2.18 Способи очищення й усунення внутрішніх перешкод вибираються організацією, що виконує роботи, після огляду внутрішньої поверхні.
Очищення внутрішньої поверхні газопроводу повинно проводитися до повного усунення всіх видів сторонніх включень, наносних відкладень, води, твердих або різальних часток розміром більше 0,5 мм.
8.2.19 Якщо при проведенні контролю за допомогою відеокамери будуть виявлені ділянки газопроводу, що заважають процесу відновлення (наявність кутів поворотів, конденсатозбірників, запірних пристроїв тощо), у проект повинні бути внесені зміни та влаштовані додаткові котловани. Конденсатозбірники й засувки повинні бути вирізані й при необхідності заново встановлені відповідно до проекту.
8.2.20 З метою виключення перешкод для реконструкції всієї намічуваної траси газопроводу ділянки, що заважають процесу робіт, можуть бути перекладені за рішенням проектної організації із внесенням необхідних змін у проектну документацію.
8.2.21 Про виконанні роботи з очищення газопроводу складається акт, що підписується представниками замовника й організації, яка виконує роботи з реконструкції.
8.2.22 Протягування поліетиленової труби в очищений зношений газопровід здійснюються при постійній швидкості, що не перевищує 2 м/хв.
Процес подачі труби контролюється за допомогою вбудованих приладів на лебідці, які автоматично вимірюють і реєструють тягове зусилля, що не повинно перевищувати значення, зазначені в таблиці 13.
Зусилля, що створюються лебідкою, не повинні перевищувати величину тягнучого зусилля навіть у випадку зупинки при протягуванні труби.
Таблиця 13
Зовнішній (умовний) діаметр сталевого газопроводу, що відновлюється, мм
Тягове зусилля, кН
SDR 17
SDR 11
100
13
19.
125
21
30
150
30
44
200
53
78
225
63
92
250
84
123
300
120
176
350
162
238
400
212
312
8.2.23 Відновлений газопровід перевіряється на якість виконаних робіт будівельною організацією або іншим спеціалізованим підприємством у присутності представників експлуатаційної організації газового господарства.
Перевірка здійснюється за допомогою відеокамери.
Якісно виконана ділянка поліетиленового трубопроводу закривається по обидва боки заглушками, що виключають потрапляння усередину бруду й води. Заглушки зберігаються до моменту проведення робіт із з'єднання ділянок реконструйованого газопроводу.
8.2.24 При монтажі кутів повороту 45°, 60°, 90° використовуються поліетиленові відводи й муфти із закладними нагрівальними елементами згідно з ДСТУ Б В.2.7-179.
Кути повороту можна виконати "вільним вигином" із поліетиленових труб ПЕ 80 або ПЕ 100 (відповідних SDR) радіусом не менше 25 зовнішніх діаметрів труби з наступним приєднанням до газопроводу за допомогою муфт із закладними нагрівальними елементами.
8.2.25 Для приєднання поліетиленової труби до сталевого газопроводу застосовується комбінація нерознімного з'єднання "поліетилен-сталь" згідно з ДСТУ Б В.2.7-177 з муфтою із закладними нагрівальними елементами згідно з ДСТУ Б. В.2.7-179.
8.2.26 Для приєднання поліетиленових газопроводів до реконструйованого поліетиленовими трубами газопроводу можна використовувати сідлоподібні відгалуження або замінити частину поліетиленової труби трійником, що приєднується муфтами із закладними нагрівальними елементами. При цьому вирізається частина газопроводу та видаляється сталевий каркас із таким розрахунком, щоб забезпечити правильне установлення трійника та муфт із закладними нагрівальними елементами.
Сталевий каркас видаляється спеціальним фрезерно-шліфувальним електроінструментом так, щоб не ушкодити поверхню поліетиленової труби.
ЧАСТИНА II. БУДІВНИЦТВО
9 БУДІВНИЦТВО ЗОВНІШНІХ ГАЗОПРОВОДІВ ІЗ ПОЛІЕТИЛЕНОВИХ ТРУБ
9.1 Проведення вхідного контролю труб та деталей з'єднувальних із поліетилену
9.1.1 При надходженні партії труб або з'єднувальних деталей до будівельної організації необхідно провести вхідний контроль їхньої якості шляхом зовнішнього огляду й вимірювання основних геометричних параметрів виробів на відповідність нормативній документації.
Зовнішній огляд і визначення розмірів труб або деталей виконують за методиками, що зазначені у чинній нормативній документації на виріб.
9.1.2 Вхідний контроль якості труб і деталей з'єднувальних із поліетилену проводиться відповідно до вимог ДБН А.3.1-5.
9.1.3 Документ з якості партії елементів поліетиленового газопроводу (труб, деталей з'єднувальних, переходів "поліетилен-сталь", запірної арматури тощо), що .надається їх виробником будівельно-монтажній організації (споживачеві), повинен містити:
- найменування й (або) товарний знак заводу-виробника;
- номер партії й дату виготовлення;
- умовну познаку елемента газопроводу;
- розмір партії, м (шт.);
- тип, марку поліетилену та реквізити (на вимогу споживача - копію) чинного технічного свідоцтва Мінрегіонбуду України щодо можливості застосування поліетилену цієї марки для будівництва газопроводів;
- результати приймально-здавальних випробувань цієї партії елементів газопроводів (на вимогу споживача - копію відповідного протоколу);
- результати періодичних та (або) кваліфікаційних випробувань елементів газопроводу (на вимогу споживача - копії протоколів періодичних та (або) кваліфікаційних випробувань);
- реквізити (на вимогу споживача - копії) сертифіката відповідності вимогам чинного в Україні нормативного документа на елемент газопроводу, включно із протоколами сертифікаційних випробувань, або у разі відсутності чинного в Україні нормативного документа на виріб - технічного свідоцтва Мінрегіонбуду України щодо можливості застосування виробу при будівництві газопроводів;
- реквізити (на вимогу споживача - копію) чинного дозволу та (або) експертного висновку органів Держгірпромнагляду України на елементи газопроводу підвищеної небезпеки (деталі з'єднувальні, переходи "поліетилен-сталь" тощо);
- дату випуску партії; підпис і штамп ВТК виробника або (для імпортної продукції) печатку організації, що є офіційно уповноваженим представником виробника в Україні.
Документ з якості, що супроводжує котушку з поліетиленовою трубою, повинен містити:
- найменування й (або) товарний знак заводу-виробника;
- номер партії й дату виготовлення;
- умовну познаку труби;
- діаметр і товщину стінки труби, у мм;
- довжину труби у котушці, у м;
- підпис і штамп ВТК виробника або (для імпортної продукції) печатку організації, що є офіційно уповноваженим представником виробника в Україні, та супроводжуватись документом з якості відповідної партії труб згідно з цими Нормами.
9.1.4 Розмір партії труб не повинен перевищувати величину, що встановлена ДСТУ Б В.2.7-73 або іншими чинними нормативними документами.
Розмір партії з'єднувальних деталей не повинен перевищувати величину, встановлену ДСТУ Б В.2.7-179.
Розмір партії переходів ПЕ/Сталь не повинен перевищувати величину, встановлену ДСТУ Б В.2.7-177.
9.1.5 Для проведення вхідного контролю від партії труб (деталей з'єднувальних) відбирається в залежності від значення їх номінального діаметра:
Кількість труб (деталей з'єднувальних), що відбираються для контролю, повинна бути не менше 5 шт. Якщо загальна кількість труб (деталей з'єднувальних), що формують партію, яка надійшла, менше або дорівнює 5 шт. - перевіряються всі труби (деталі з'єднувальні).
Розміри труб, що надійшли в бухтах або котушках, перевіряються на вільних кінцях.
9.1.6 Зовнішній вигляд поверхні труб і деталей визначається візуально, без застосування збільшувальних приладів. Механічні випробування труб і з'єднувальних деталей при вхідному контролі не передбачаються.
9.1.7 Труби повинні мати гладкі зовнішню й внутрішню поверхні. Допускаються поздовжні смути та хвилястість, що не виводять товщину стінки труби за межі допустимих відхилень. На зовнішній, внутрішній і торцевій поверхнях не допускаються міхури, тріщини, раковини, сторонні включення. Колір труб - жовтий або чорний з поздовжніми маркувальними смугами в кількості не менше трьох, рівномірно розподіленими по окружності труби. Характерний колір газової труби або маркувальних смуг на ній з ПЕ 80 - лимонно-жовтий; з ПЕ 100 - жовтий, жовтогарячий.
Внутрішні й зовнішні поверхні з'єднувальних деталей не повинні мати слідів усадки, тріщин, здутин та інших ушкоджень, що погіршують їхні експлуатаційні властивості. Допускаються незначні сліди від формувального інструмента, механічної обробки й холодних стиків. Колір деталей з'єднувальних: чорний, жовтий, жовтогарячий.
9.1.8 Розміри (середній зовнішній діаметр, мінімальна товщина стінки) і овальність труб і деталей визначають при температурі (23 ±5) °С. Перед вимірюванням їх витримують при зазначеній температурі не менше 2 год.
Чисельне значення овальності труб - згідно з вимогами чинних нормативних документів України та технічними свідоцтвами Мінрегіонбуду України.
Перевірку середнього зовнішнього діаметра проводять на кожній трубі на відстані не менше 150 мм від торців в одному перерізі.
Виміри виконують шляхом визначення периметра труби з похибкою не більше 0,1 мм і діленням на 3,142.
Допускається визначати середній зовнішній діаметр як середнє арифметичне вимірів у двох взаємно перпендикулярних напрямках.
Поліетиленові труби із захисною оболонкою перевіряють (на торці труби) на зовнішній діаметр, товщину стінки поліетиленової труби, а також товщину захисної оболонки.
Виміри виконують рулеткою згідно з ДСТУ 4179, штангенциркулем згідно з ГОСТ 166 або мікрометром згідно з ДСТУ ГОСТ 6507 із похибкою не більше 0,1 мм
9.1.9 Для деталей з'єднувальних без закладних нагрівальних елементів проводять перевірку величини зовнішнього приєднувального діаметра й товщини стінки деталі в зоні приєднання. Виміри виконують на відстані 5 мм від торця деталі за аналогією з виміром розмірів труб.
Для деталей з'єднувальних із закладними нагрівальними елементами контролюють середній внутрішній діаметр терморезисторного розтруба нутроміром індикаторним згідно з ДСТУ ГОСТ 868, який визначають як середнє арифметичне максимального й мінімального із виміряних значень.
У деталях для терморезисторного зварювання виду "сідельце" контролюють величину приєднувального діаметра корпуса відводу й накладки за допомогою прохідного й непрохідного калібрів-шаблонів на наявність зазору в зоні зварювання й величину середнього зовнішнього діаметра хвостовика корпуса сіделка на відповідність вимогам нормативних документів.
Деталі із закладними нагрівальними елементами, що упаковані до індивідуальних поліетиленових пакетів, перевіряють на цілісність упакування.
Нероз'ємні переходи "поліетилен-сталь" перевіряють на цілісність захисного покриття в місці з'єднання поліетиленової й сталевої частин з'єднання, величини зовнішніх діаметрів і товщини стінки на торцях деталі. Виміри проводять на відстані 5 мм від торця деталі та аналогією із контролюванням розмірів труб.
9.1.10 Товщину стінки вимірюють мікрометром з обох кінців кожної труби (деталі) з погрішністю не більше 0,01 мм у чотирьох рівномірно розподілених по окружності точках:
- для труб з обох кінців - на відстані не менше 10 мм від торця;
- для деталей на кожному приєднувальному кінці - на відстані 5 мм від торця.
9.1.11 Овальність труб і з'єднувальних деталей усіх видів визначають як різницю між максимальним і мінімальними зовнішніми діаметрами, обмірюваними в одному перерізі проби з погрішністю не більше ±0,1 мм, штангенциркулем або мікрометром.
9.1.12 Відхилення геометричних параметрів, що допускаються, регламентовані відповідними нормативними документами на випуск виробу.
9.1.13 Після закінчення гарантійного строку зберігання, зазначеного в технічних умовах, або при нечіткому маркуванні труб і деталей з'єднувальних, а також при невідповідності даних маркування на виріб супровідному документу або втраті документа про якість, труби та деталі з'єднувальні відбраковуються, їхня придатність визначається за результатами проведеного комплексу випробувань відповідно до вимог нормативної документації на їхній випуск.
9.1.14 У разі незадовільного результату контролювання хоча б по одному з показників (зовнішній вигляд, розміри, овальність) цей показник перевіряється повторно на подвоєній кількості зразків, узятих з тієї ж партії. У випадку повторного одержання незадовільних результатів дана
партія труб (деталей) відбраковується.9.1.15 Під час надходження труб і деталей з'єднувальних на об'єкт проводиться зовнішній огляд з метою виявлення можливих ушкоджень при транспортуванні, а також перевірка на відповідність маркувань супровідним документам.
9.2 Транспортування та зберігання труб та деталей з'єднувальних із поліетилену
9.2.1 Транспортування та зберігання труб і з'єднувальних деталей здійснюють відповідно до вимог нормативної документації на труби і з'єднувальні деталі, а також положень цих Норм.
Одиночні труби для транспортування та зберігання зв'язуються в пакети масою до 3 т. З пакетів можуть формуватися блок-пакети масою до 5 т.
Труби довгомірні діаметром до 160 мм включно для транспортування та зберігання змотуються в бухти або намотуються на котушки.
Труби діаметром 225 мм і більше можуть перевозитися без формування пакетів.
9.2.2 Довжина труб у прямих відрізках може бути від 5 м до 24 м із кратністю 0,5 м, довжина труб у бухтах становить від 50 м до 500 м у залежності від типорозміру труби. Довжина труб на котушках визначається заводом-виробником і обсягом замовлення за діаметрами від 40 мм до 160 мм. Приблизна довжина труби на котушці по окремих діаметрах наведена в таблиці 13.
9.2.3 Транспортне маркування наноситься на вантажні місця відповідно до вимог ГОСТ 14192.
9.2.4 Бухти й пакети скріплюють згідно з ГОСТ 21650. Бухти повинні бути скріплені не менше ніж у шести місцях. Кінці труб повинні бути пригнуті до бухти. Внутрішній діаметр бухти повинен бути не менше 20 зовнішніх діаметрів труби.
Таблиця 13
Розміри котушки
Приблизна довжина труби на котушці, м
зовнішній діаметр, м
зовнішня ширина, м
внутрішня ширина, м
Номінальний зовнішній діаметр труби, мм
40
50
63
110
160
2,2
1,18
1,00
1200
800
400
-
-
2,4
1,18
1,00
1500
1000
600
-
-
2,6
1,18
1,00
2100
1300
700
-
-
3,1
1,21
1,00
-
-
1300
250
-
3,1
1,46
1,25
-
-
1600
300
-
3,1
1,71
1,50
-
-
2000
400
.
3,1
1,96
1,75
-
-
2350
450
-
3,1
2,21
2,00
-
-
2700
500
-
4,1
2,20
2,10
-
-
-
-
250
9.2.5 Пакети труб завдовжки 6 м скріплюють не менше ніж у двох місцях, більшої довжини - не менше ніж у трьох місцях.
Під час транспортування труб із більшим числом перевалок (у важкодоступні регіони) пакети повинні бути скріплені як мінімум у чотирьох місцях незалежно від довжини труб.
Труби в пакетах повинні зберігатися на чистій, рівній поверхні й зовні підтримуватися опорами. З метою безпеки висота пакетів не повинна перевищувати 3 м (рисунок 8).
Рисунок 8 - Зберігання труб у пакетах
9.2.6 Труби можна транспортувати будь-яким видом транспорту із закритим або відкритим кузовом (у критих або відкритих вагонах) з основою, що виключає провисання труб.
Транспортування труб "плетевозами" не допускається.
9.2.7 Під час виконання вантажно-розвантажувальних операцій не допускається переміщення труб волоком; скидати труби й деталі із транспортних засобів забороняється.
Під час перевезення труб автотранспортом довжина кінців труб, що звисають з кузова машини або платформи, не повинна перевищувати 1,5 м.
Труби, що поставляються на котушках, перевозяться на спеціальних причепах у вертикальному положенні, допускається транспортування на платформах у горизонтальному положенні.
Бухти транспортуються в горизонтальному, а за наявності спеціальних опор - у вертикальному положенні.
9.2.8 Щоб уникнути ушкодження труб при їхньому транспортуванні металевими чи іншими твердими предметами, нижній ряд труб розташовують на дерев'яних підкладках, укріплених на платформі транспортного засобу. Не зв'язані в пакети труби укладають так, щоб у нижньому ряду вони розташовувалися впритул одна до одної, а в наступних рядах - у гніздах, утворених трубами, які лежать внизу.
Число рядів повинне бути не більше:
- для труб діаметром менше 160 мм - 14;
- для труб діаметром більше 160 мм -10.
Для вантажно-розвантажувальних робіт рекомендується використовувати вилочні автонавантажувачі.
Для підйому пакетів з'єднувальних деталей не можна використовувати гаки. Захвати автонавантажувача повинні бути відповідним чином закриті, наприклад обрізками поліетиленової труби, або використані дерев'яні піддони.
9.2.9 Як стропувальні засоби використовують текстильні канати. Використовувати сталеві канати для підйому одиночних труб або пакетів "зашморгом" не рекомендується.
9.2.10 Труби та з'єднувальні деталі необхідно захищати від ударів і механічних навантажень, а їх поверхні - від нанесення подряпин. Під час транспортування варто уникати вигину труб. Особливо обережно варто поводитися із трубами та деталями при низьких температурах.
Щоб уникнути переміщення труб під час перевезення, їх необхідно закріплювати на транспортних засобах текстильними стропами.
9.2.11 Транспортування, навантаження й розвантаження труб здійснюється за температури зовнішнього повітря не нижче мінус 20 °С.
Розмотування труб із бухт або котушок повинно здійснюватися при температурі зовнішнього повітря не нижче плюс 5 °С. При більш низьких температурах бухти і котушки перед розмотуванням необхідно розміщувати на не менше ніж 2 години у приміщенні з температурою не менше 5 °С. Рекомендована швидкість розмотування (0,8 - 1,0) км/год.
9.2.12 Труби зберігаються відповідно до вимог ДСТУ Б В.2.7-73. Заглушки, які запобігають потраплянню бруду у труби, під час зберігання не знімають.
9.2.13 З'єднувальні деталі трубопроводів рекомендується доставляти на об'єкти будівництва в контейнерах, у яких вони надійно закріплені. На контейнери наноситься напис "Не кидати".
9.2.14 Для пакування можуть застосовуватися наступні види тари: ящики фанерні або ящики дощаті за ГОСТ 9396; ящики дерев'яні за ГОСТ 18573, ГОСТ 2991 типів IV, Vl-2, VI-6, VII; контейнери-пакети м'які з гумотекстильного матеріалу; контейнери м'які спеціальні разового використання або мішки з поліетиленової плівки.
9.2.15 Під час транспортування в критих вагонах, у контейнерах згідно з ГОСТ 19667 або критим автомобільним транспортом допускається пакування в ящики з гофрованого картону згідно з ГОСТ 9142, ГОСТ 22852, паперові мішки згідно з ГОСТ 2226, поліетиленові мішки згідно з ГОСТ 17811, мішки з поліетиленової плівки згідно з ГОСТ 10354.
9.2.16 Труби та з'єднувальні деталі зберігаються окремо за партіями, сортаментом, типом матеріалу. Не допускається при зберіганні змішувати труби й деталі з поліетилену різних типів, марок і SDR.
9.2.17 На складі зберігання труб і деталей не допускається проведення газоелектрозварювальних та інших вогневих робіт.
9.2.18 Для запобігання розкочуванню штабелів труб крайні труби необхідно підклинювати. Із цією метою можна використовувати й інші прийоми або засоби: опори-огородження, збірно-розбірні стелажі тощо (рисунок 9).
Рисунок 9 - Зберігання окремих труб у штабелі
Висота штабеля при прогнозованому строку зберігання понад два місяці не повинна перевищувати 2 м. При менших строках зберігання висота штабеля повинна бути, як правило, не більше:
3 м - для труб із SDR 17,6;
4 м - для труб із SD.R 11.
9.2.19 Труби при складуванні укладають в "сідло" або шарами із прокладками між ярусами (при укладанні пакетів). Бухти зберігають покладеними в горизонтальному положенні.
Котушки великого діаметра зберігаються у вертикальному положенні між спеціальними опорами. На складі необхідно мати устаткування для безпечного підйому, переміщення й навантаження.
9.2.20 З'єднувальні деталі зберігають у закритих складських приміщеннях за умов, що виключають їхнє деформування, потрапляння масел і мастил (укладають у поліетиленові мішки), не ближче 1 м від нагрівальних приладів, бажано на стелажах.
З'єднувальні деталі із закладними нагрівальними елементами зберігаються в індивідуальних герметичних поліетиленових пакетах до моменту їхнього використання.
З'єднувальні деталі з навареними відводами для стикового зварювання можуть зберігатися на відкритому повітрі, але за умови захисту від ушкоджень і впливу прямих сонячних променів.
9.3 Правила проведення земляних робіт
При проведенні земляних робіт слід дотримуватись вимог ДБН В.2.5-20.
9.4 Зварювання газопроводів із поліетиленових труб
9.4.1 З'єднання поліетиленових труб між собою та з поліетиленовими деталями з'єднувальними виконуються з урахуванням положень РСН 358 двома методами зварювання: нагрітим інструментом встик і терморезисторним зварюванням (із використанням деталей з'єднувальних із закладними нагрівальними елементами). При цьому партії труб та (або) деталей з'єднувальних, що зварюються між собою, доцільно підбирати з мінімальним розкидом між чисельними значеннями показника текучості розплаву партій поліетилену, з якого виготовлені відповідні труби та деталі з'єднувальні.
З'єднання поліетиленових труб зі сталевими трубами (або арматурою) повинно виконуватись переважно із застосуванням нерознімних переходів "поліетилен-сталь" згідно з ДСТУ Б В.2.7-177 або (за умов забезпечення доступу персоналу для проведення періодичного технічного нагляду та обслуговування з'єднання протягом усього терміну прогнозованої експлуатації газопроводу) - із застосуванням пласких фланців згідно з додатком Б до цих Норм та нормативною і технологічною документацією, що затверджена у встановленому порядку.
9.4.2 Зварювальні роботи можуть проводитися за температури навколишнього повітря від мінус 15 °С до плюс 45 °С з урахуванням експлуатаційних характеристик зварювального обладнання.
Монтажні й зварювальні роботи при температурах зовнішнього повітря нижче мінус 10 °С повинні проводитись у спеціальних кабінах, у яких температура повітря в зоні зварювання повинна підтримуватися не нижче 0 °С.
Зона зварювання також повинна бути захищена від атмосферних опадів, вітру, пилу й піску, а в літню пору й від інтенсивного сонячного випромінювання.
При зварюванні вільний кінець труби повинен бути закритий для запобігання протягам усередині труб, що зварюються.
За інших температур навколишнього середовища зварювальні роботи повинні проводитись у приміщеннях (укриттях), що забезпечують дотримання заданих вище умов та температурного інтервалу.
9.4.3 Кінці труб, деформовані понад нормативне значення або із забоїнами, рекомендується обрізати під прямим кутом. Гільйотини або телескопічні труборізи використовуються для обрізання труб діаметром понад 63 мм, для менших діаметрів застосовують ручні ножиці.
9.4.4 Зварювальне обладнання та персонал (зварювальники поліетиленових трубопроводів) повинні бути атестованими у порядку, встановленому НПАОП 1.1.23-4.06 та НПАОП 1.1.23-4.07 відповідно.
Зварювальне обладнання повинно систематично проходити щорічне сервісне обслуговування з боку підприємства-виробника цього обладнання або його офіційного представника, що має дозвіл на проведення сервісного обслуговування, оформлений у встановленому порядку та згідно з чинними нормативно-правовими актами України. Дата наступного сервісного обслуговування повинна, як правило, автоматично вводитися в протоколи зварювання при проведенні монтажних робіт.
9.4.5 Зварювання нагрітим інструментом встик
9.4.5.1 Зварюванням нагрітим інструментом встик з'єднуються труби й деталі з товщиною стінки по торцях більше 5 мм. Не рекомендується зварювання встик труб з різною товщиною стінок (SDR), виготовлених із різних марок поліетилену та довгомірних труб.
Технологічні параметри зварювання можуть вибиратися за таблицями додатка А в залежності від типу поліетилену, з якого виготовлені труби й деталі.
9.4.5.2 Складання та зварювання труб і деталей проводиться згідно з 8.2.13. Допускається використовувати машини з середнім ступенем автоматизації (переважно із протоколюванням процесу зварювання).
9.4.5.3 Технологічний процес з'єднання труб і деталей зварюванням встик включає (рисунок 10):
- підготовку труб і деталей до зварювання (очищення, складання, центрування, механічна обробка торців, перевірка збігу торців і зазору в стику);
- зварювання стику (оплавлення, нагрівання торців, видалення нагрітого інструмента, зведення торців труб для створення тиску, необхідного для отримання зварного стику (далі за текстом - осадження стику), охолодження з'єднання).
a - центрування й закріплення в затискачах зварювальної машини кінців труб, що зварюються; б - механічна обробка торців труб за допомогою торцівки 1; в - перевірка співвісності та точності збігу торців за величиною зазору С; г - оплавлення й нагрівання зварюваних поверхонь нагрітим інструментом 2; д - осадження стику до утворення зварного з'єднання
Рисунок 10 - Послідовність процесу складання й зварювання встик труб із поліетилену
Примітка. У перерізі І рисунка 10 наведено літерні позначення основних геометричних розмірів з'єднання встик згідно з 10.3.1.2, 10.3.1.3 та таблицею 21 цих Норм.
9.4.5.4 Перед складанням і зварюванням труб, а також з'єднувальних деталей необхідно ретельно очистити їхні порожнини від ґрунту, снігу, льоду, каменів і інших сторонніх предметів, а кінці, що з'єднуються, - від усіх забруднень на відстань не менше 50 мм від торців. Кінці труб, захищених оболонкою згідно з 6.5, звільняються від неї за допомогою спеціального ножа на відстань не менше 15 мм.
Очищення виконують сухими або зволоженими шматками м'якої тканини з рослинних волокон із подальшим протиранням і просушуванням. Якщо кінці труб або деталей (внаслідок недбалого зберігання) виявляться забрудненими мастилами, маслом або якими-небудь іншими жирами, то їх знежирюють за допомогою спирту, ацетону або спеціальними знежирювальними складами. Не рекомендується для очищення й знежирювання використовувати кольорові й синтетичні волокнисті тканини.
9.4.5.5 Складання зварюваних труб і деталей, що включає установлення, співвісне центрування й закріплення кінців, що зварюються, виконують у затискачах центратора зварювальної машини.
Кінці труб і деталей центрують по зовнішній поверхні таким чином, щоб максимальна величина зсуву зовнішніх кромок не перевищувала 10% товщини стінок труб і деталей. Припасування труб і деталей при центруванні здійснюють поворотом одного з кінців, що зварюються, навколо їхньої осі, перестановкою опор по довжині труби.
При зварюванні встик виліт кінців труб із затискачів центраторів звичайно становить 15 мм - 30 мм, а деталей, що приварюються - не менше 5 мм - 15 мм.
9.4.5.6 Закріплені та відцентровані кінці труб і деталей перед зварюванням піддають механічній обробці - торцюванню з метою вирівнювання поверхонь, що зварюються, безпосередньо у зварювальній машині.
Після механічної обробки забруднення поверхні торців не допускається.
Стружки з порожнини труби або деталі видаляють за допомогою пензля, а задирки з гострих кромок торця - за допомогою ножа.
Після обробки ще раз перевіряють центрування й відсутність зазорів у стику. Між торцями, що зварюються, не повинно бути зазорів, що перевищують:
0,3 мм - для труб діаметром до 110 мм включно;
0,5 мм - для труб діаметром від 110 мм до 225 мм;
0,8 мм - для труб діаметром від 250 мм до 315 мм включно;
1,0 мм - для труб діаметром 355 мм і більше.
9.4.5.7 Основними параметрами зварювання встик є:
- температура нагрітого інструмента Тн;
- тривалість оплавлення ton та нагрівання tн;
- тиск нагрітого інструмента на торці при оплавленні Роп та нагріванні Рн;
- тривалість технологічної паузи між закінченням нагрівання та початком осадження tn;
- тиск на торці при осадженні Рос;
- час охолодження звареного стику під тиском осадження tox.
Для машин із середнім і високим ступенем автоматизації додатковим нормованим параметром може бути час наростання тиску осадження tд.
9.4.5.8 Зміну величини параметрів у часі в процесі зварювання здійснюють за циклограмою (рисунок 11).
9.4.5.9 Температуру робочої поверхні нагрітого інструмента вибирають за таблицею А.1 додатка А у залежності від типу матеріалу труб, що зварюються (ПЕ 80, ПЕ 100). Тривалість оплавлення ton , як правило, не нормується і залежить від появи первинного ґрата.
9.4.5.10 Оплавлення та нагрівання торців труб, що зварюються, і деталей здійснюють одночасно за допомогою їхнього контакту з робочими поверхнями нагрітого інструмента.
Оплавлення торців необхідно виконувати при тиску Роп = (0,2 ±0,02), МПа, протягом часу ton , достатнього для утворення по всьому периметру контактуючих із нагрівачем торців труб валиків розплавленого матеріалу (первинного ґрата) висотою не менше:
1,0 мм при товщині стінки труб від 5 до 10 мм;
1,5 мм при товщині стінки труб від 10 до 12 мм;
2,0 мм при товщині стінки труб від 12 до 20 мм;
2,5 мм при товщині стінки труб від 20 до 26 мм;
3,0 мм при товщині стінки труб від 26 до 35 мм.
Після появи первинного ґрата тиск необхідно знижувати до Рн = (0,02 ±0,01), МПа, а торці нагрівати протягом часу tн , що залежить від сортаменту (товщини стінки) труб і деталей та температури навколишнього повітря Т0 . Довідкові значення tH наведено у таблиці А.2 додатка А.
Допускається тиск Рнзнижувати до мінімуму при збереженні постійного контакту торців труб (деталей) з нагрітим інструментом.
a - діаграма зміни в часі t тиску на торцях Р і температури нагрітого інструмента Tн; б - послідовність протікання процесу зварювання; 1 - оплавлення торців; 2 - нагрівання кінців труб; 3 - вивід нагрітого інструмента (технологічна пауза);
4, 5 - осадження й охолодження стику
Рисунок 11 - Циклограма процесу зварювання встик
нагрітим інструментом труб із поліетилену
9.4.5.11 Тривалість технологічної паузи, необхідної для видалення нагрітого інструмента, повинна бути мінімальною, не більше:
3с - для труб з dn не більше 63 мм; 4 с - для труб з dn більше 63 мм, але не більше 140 мм; 5 с - для труб з dn більше 140 мм, але не більше 225 мм; 6 с - для труб з dn більше 250 мм.
9.4.5.12 Після видалення нагрітого інструмента торці труб і деталей зводять і виконують осадження стику при тиску Рос= (0,2 ±0,02) МПа. Осадження стику необхідно здійснювати плавним збільшенням тиску до заданого рівня.
Час наростання тиску осадження tд, с, для труб з ПЕ 80, ПЕ 100 слід приймати за таблицею А.З додатка А.
9.4.5.13 Охолодження стику необхідно виконувати під тиском осадження протягом часу tox , величина якого приймається за таблицею А.4 додатка А у залежності від товщини стінки труб та деталей, що зварюються, і температури Т0навколишнього повітря.
9.4.5.14 З метою підвищення точності підтримування заданих тисків (Роп , Рн , Рос) у процесі зварювання необхідно враховувати втрати на тертя рухомих частин зварювальної машини та переміщуваної при зварюванні секції труби. Для цього перед зварюванням кожного стику вимірюють зусилля при холостому ходу рухомого затискача центратора машини із закріпленою трубою (секцією), що підсумовують із зусиллям, необхідним для створення заданих тисків (Роп, Рн, Рос).
Для зменшення втрат на тертя рекомендується використовувати переносні й регульовані за висотою роликові опори.
9.4.5.15 Параметри циклограми процесу (рисунок 11) і режими зварювання (додаток А) труб різного сортаменту підтримуються зварювальною машиною з високим ступенем автоматизації автоматично, із середнім ступенем автоматизації - частина параметрів контролюється в ручному режимі, у ручних зварювальних машинах автоматично підтримується тільки температура нагрівального інструмента.
9.4.5.16 При зварюванні нагрітим інструментом робочі поверхні нагрівана покривають антиадгезійним шаром, що перешкоджає налипанню розплаву на інструмент.
9.4.5.17 Маркування зварних стиків (код оператора) наносять незмивним олівцем-маркером яскравого кольору (наприклад: білого або жовтого - для чорних труб, чорного і блакитного – для жовтих труб).
Маркування (номер стику й код оператора) наносять поруч зі стиком з боку, де нанесено заводське маркування труби.
Допускається маркування (нанесення коду оператора) клеймом на гарячому розплаві ґрата через 20-40 с після закінчення операції усадки в процесі охолодження стику в затискачах центратора зварювальної машини у двох діаметрально протилежних точках. Рекомендується використовувати клейма типу ПУ-6 або ПУ-8 згідно з ГОСТ 2930.
9.4.6 Терморезисторне зварювання із застосуванням деталей з'єднувальних із закладними нагрівальними елементами
9.4.6.1 Терморезисторне зварювання труб із застосуванням деталей з'єднувальних із закладними нагрівальними елементами застосовують:
- при прокладанні нових газопроводів, переважно з довгомірних труб або в складних умовах;
- при реконструкції зношених газопроводів методом протягування в них поліетиленових труб;
- для врізання відгалужень у раніше побудовані газопроводи;
- для вварювання трубної вставки в поліетиленові газопроводи;
- при будівництві особливо відповідальних ділянок газопроводу (складні умови, перетин доріг та ін.).
9.4.6.2 Для зварювання труб деталями з'єднувальними із закладними нагрівальними елементами застосовують зварювальні апарати, що працюють від мережі змінного струму напругою 230 В (190-270 В), від акумуляторних батарей або від пересувних джерел живлення (міні-електростанцій).
9.4.6.3 Технологічний процес з'єднання труб за допомогою деталей з'єднувальних із закладними нагрівальними елементами включає (рисунок 12):
- підготовку кінців труб (очищення від забруднень, механічна обробка - циклювання поверхонь, що зварюються, розмітка й знежирювання);
- складання стику (установлення й закріплення кінців труб, що зварюються, у затискачах позиціонера (центрувального пристрою) з одночасною посадкою деталі із закладними нагрівальними елементами, підключення деталі із закладними нагрівальними елементами до зварювального апарата);
- зварювання (задання програми процесу зварювання, пуск процесу зварювання, нагрівання, охолодження з'єднання).
Очищення кінців труб від забруднень виконують як при зварюванні нагрітим інструментом встик. Кінці труб, захищених оболонкою згідно з 6.5, звільняються за допомогою спеціального ножа. Довжина кінців труб, що очищуються, повинна бути, як правило, не менше 1,5 довжини розтрубної частини деталей, що застосовуються для зварювання.
Механічну обробку зовнішньої поверхні кінців труб, що зварюються, здійснюють на довжину не менше 0,5 довжини деталі. З неї знімається шар товщиною 0,1 мм - 0,2 мм із поверхні розміченого кінця труби. Для труб діаметром до 75 мм, а також для видалення задирок із торця труби, як правило, застосовується ручний шкребок (цикля). Для труб діаметром більше 75 мм, а також для труб, виготовлених з ПЕ 100, незалежно від діаметра, рекомендується використовувати механічний інструмент (торцювальна оправка), що забезпечує швидке й рівномірне зняття оксидного шару з поверхні труб. Кільцевий зазор між трубою та деталлю з'єднувальною, як правило, не повинен перевищувати 0,3 мм і після монтування на трубі повинні залишитися візуальні ознаки механічної обробки зовнішньої поверхні труби.
a - підготовка елементів, що з'єднуються; б, в, г - етапи складання стику; д - зібраний під зварювання стик; 1 - труба; 2 - мітка посадки муфти й механічної обробки поверхні труби;
3 - муфта; 4 - закладний нагрівальний елемент; 5 - контатні клеми; 6 - позиціонер;
7 - струмопідвідні кабелі зварювального апарата
Рисунок 12 - Порядок з'єднання труб муфтою із закладними
нагрівальними елементами
Для правильного центрування з'єднання після механічної обробки на кінці труб, що зварюються, наносять мітки глибини посадки муфти (деталі з'єднувальної), рівні половині її довжини.
Для уникнення неправильного розподілу тепла усередині з'єднання, що призводить до сильного розплавлення поліетилену, не рекомендується перевищувати величину косого зрізу торця труби "а" (рисунок 13), зазначеного у таблиці 14.
Не рекомендується перевищувати величину зазору між торцями труб у муфті "е" (рисунок 13), зазначеного у таблиці 14.
Примітка. Розміри, що не наведені у таблиці 13, повинні відповідати нормативній та (або) технологічній документації, що погоджена та затверджена у встановленому порядку.
Поверхні труб, що зварюються, та муфти після циклювання знежирюють шляхом протирання серветкою з бавовняної тканини, змоченою в спирті або інших спеціальних розчинах, які повністю випаровуються з поверхні.
Деталі із закладними нагрівальними елементами, що поставляються виробником в індивідуальному герметичному пакуванні, що розкривається безпосередньо перед складанням, знежиренню допускається не піддавати.
Механічну обробку й протирання труб і деталей виконують безпосередньо перед складанням і зварюванням. Деталі із закладними нагрівальними елементами механічній обробці не піддаються.
а - максимальний допуск косого зрізу труби;
е - максимальний зазор між двома кінцями труб у муфті
Рисунок 13 - Розміщення відрізків труб у муфті терморезисторній
Таблиця 14
Номінальний діаметр, мм
20-40
50
63
75
90
110
125
140
160
180
200
225
250
280
315
а
2
2
3
3
4
5
6
6
7
7
8
8
9
9
10
е
-
5
7
8
9
11
13
14
16
17
18
20
22
23
24
Примітка. Розміри, що не наведені у цій таблиці, повинні відповідати нормативній та (або) технологічній документації, що погоджена та затверджена у встановленому порядку.
9.4.6.4 Складання стику полягає в посадці муфти на кінці труб, що зварюються, з установленням по раніше нанесених мітках, по обмежувачу або упору в позиціонері. Рекомендується для складання стиків труб, що поставляються у відрізках, використовувати центруючі хомути і позиціонери, а для складання стиків труб, що поставляються в бухтах або на котушках, використовувати випрямляючі позиціонери.
Процес складання включає:
- надягання муфти на кінець першої труби до з'єднання торців муфти та труби, закріплення кінця труби в затискачі позиціонера (рисунок 12, б);
- установлення в упор у торець першої труби й закріплення кінця другої труби в затискачі позиціонера (рисунок 12, в);
- насування муфти на кінець другої труби на 0,5 довжини муфти до упору в затискач позиціонера (рисунок 12, г) або до мітки, нанесеної на трубу;
- підключення до клем муфти струмопідвідних кабелів від зварювального апарата (рисунок 12, д).
У випадку якщо муфти мають внутрішній обмежувач (кільцевий уступ), труби складаються до упору їх торців у кільцевий уступ і зібране з'єднання закріплюється у позиціонері.
Якщо зварюються кінці труб з овальністю більше 1,5% зовнішнього діаметра труби або ≥ 1,5 мм, то перед складанням стику для надання їм округлої форми використовують інвентарні калібрувальні затискачі, які встановлюють на труби на відстані 15-30 мм від міток або усувають овальність за допомогою спеціальних приладів.
Для запобігання ушкодження закладних нагрівальних елементів надягання деталі на кінець труби або введення кінця труби в муфту виконують без перекосів. Кінці труб, що входять у з'єднувальні деталі, не повинні перебувати під дією згинальних напружень і зусиль від власної ваги. Муфти після монтажу повинні вільно обертатися на кінцях труб від нормального зусилля руки.
9.4.6.5 Труби зварюють при забезпеченні нерухомості з'єднання в процесі нагрівання й наступного природного охолодження.
Параметри режимів зварювання встановлюють залежно від виду й сортаменту з'єднувальних деталей із закладними нагрівальними елементами і (або) зварювальних апаратів відповідно до вказівок заводів-виробників у паспортах виробів з урахуванням температури зовнішнього середовища. При вмиканні апарата процес зварювання відбувається в автоматичному режимі.
У паспорті деталі із закладним нагрівальним елементом або на штрихкоді вказуються час охолодження зварного з'єднання до температури, при якій це з'єднання можна переміщувати, і час охолодження до температури, при якій можливе навантаження газопроводу обпресувальним або робочим тиском.
9.4.6.6 Приварювання до труб сідельних відводів здійснюють у наступній послідовності:
- розмічають місце приварювання відводу на трубі (рисунок 14);
- поверхню труби в місці приварювання відводу зачищають за допомогою циклі;
- поверхню відводу, що приварюється, знежирюють, а якщо він поставляється виробником у герметичному індивідуальному пакуванні, що розкривається безпосередньо перед складанням, то його знежиренню допускається не піддавати;
- відвід установлюють на трубу й механічно прикріплюють за допомогою спеціальних затискачів, хомутів і т.п. (рисунок 14);
якщо труба в зоні приварювання відводу має підвищену овальність (більше 1,5 % зовнішнього діаметра труби або 1,5 мм), то перед встановленням відводу трубі надають правильної геометричної форми за допомогою калібрувальних затискачів, які розміщують на трубі на відстані 15 мм - 30 мм від міток (затискачі знімають тільки після зварювання й охолодження з'єднання);
а - сідельний відвід із закладним нагрівальним елементом; б - відвід з розрізною муфтою із закладним нагрівальним елементом; 1 - труба; 2 - відмітки місця посадки відводів і механічної обробки поверхні труби; 3 - відвід; 4 - закладний нагрівальний елемент;
5 - напівхомут; 6 - гвинти кріплення; F - зусилля притиснення відводу при складанні та зварюванні
Рисунок 14 - З'єднання поліетиленової труби та відводів із закладними нагрівальними елементами
- підключають до контактних клем струмопроводу зварювальні кабелі;
- виконують зварювання;
- після закінчення зварювання й охолодження перед фрезеруванням труби здійснюють візуальний контроль якості зварного з'єднання. Рекомендується для перевірки якості зварювання через патрубок привареного відводу подати надлишковий тиск повітря усередину сідельного відводу з одночасним обмилюванням місця примикання основи відводу до газопроводу;
- виконують фрезерування стінки труби для з'єднання внутрішніх порожнин відводу й труби після повного охолодження з'єднання.
9.5 З'єднання поліетиленових труб зі сталевими
9.5.1 Поліетиленові втулки під фланці, що використовуються для виготовлення фланцевих з'єднань, зварюють з трубами поліетиленовими нагрітим інструментом встик або терморезисторним зварюванням із використанням муфт із закладними нагрівальними елементами.
9.5.2 При зварюванні втулок під фланці з поліетиленовими трубами застосовують зварювальні пристрої, оснащені пристосуваннями для центрування й закріплення втулок.
9.5.3 Зварювання втулок під фланці із відрізками труб (патрубками) слід проводити у заводських умовах. При цьому рекомендована довжина патрубка повинна бути не менше 0,8 м - 1,0 м (рисунок 15).
а - поліетиленових труб зі сталевими трубами, арматурою; б - поліетиленових труб між собою (не рекомендовано); 1 - фланець сталевий вільний; 2 - втулка під фланець із поліетилену; 3 - труба із поліетилену; 4 - фланець сталевої труби, арматури
Рисунок 15 - Фланцеві з'єднання
9.5.4 Перед приварюванням готового вузла (втулки-патрубка) або окремої втулки під фланець до труби на замикаючій ділянці газопроводу рекомендується попередньо надягти на трубу вільний фланець.
9.5.5 При складанні фланцевих з'єднань болти затягують по черзі, загвинчуючи протилежно розташовані гайки торованим або динамометричним ключем із зусиллям, регламентованим технологічною картою. Гайки болтів розташовують на одній стороні фланцевого з'єднання. Розміри фланців - згідно з додатком Б та чинними нормативними документами, що затверджені у встановленому порядку.
9.5.6 При вварюванні нерознімних переходів "поліетилен-сталь" у трубопровід спочатку складають та зварюють труби з поліетилену, потім здійснюють складання й зварювання встик сталевих труб. Рекомендується проводити зварювання переходу "поліетилен-сталь" до відрізка сталевої труби завдовжки до 1 м заздалегідь - у заводських умовах, де можна забезпечити відповідну температуру зовнішнього середовища для зони розтрубного переходу.
При припасуванні сталевих труб внапуск газове різання й шліфування кромки слід виконувати на кінці сталевого трубопроводу, а не сталевого патрубка перехідника. У процесі припасування й складання стику, виконання прихваток і наступного електродугового зварювання поліетиленовий патрубок повинен бути захищений від бризок металу й шлаків.
При електродуговому зварюванні стику зона розтрубного переходу "поліетилен-сталь" не повинна нагріватися більше 50 °С.
Контроль якості зварювання стику сталевих труб повинен здійснюватися згідно з вимогами ВСН 006 та ВБН А.3.1-36-3.
Типи з'єднань "поліетилен-сталь" і їхні розміри повинні відповідати ДСТУ Б В.2.7-177, ДСТУ Б В.2.7-179 та чинним нормативним документам України, що затверджені у встановленому порядку.
9.5.7 Вварювання трубної поліетиленової вставки до трубопроводу, що покладений у траншею
9.5.7.1 У траншеї трубні вставки вварюють у наступних випадках:
- при замиканні ділянок споруджуваних трубопроводів;
- при врізуванні відгалужень у раніше побудований газопровід;
- при виявленні неякісних зварних з'єднань.
9.5.7.2 Трубні вставки вварюють за допомогою муфт із закладними нагрівальними елементами в газопроводи діаметром від 20 мм до 400 мм або зварюванням нагрітим інструментом встик у газопроводи діаметром від 63 мм до 160 мм, в обґрунтованих випадках - до 225 мм.
9.5.7.3 При вварюванні трубної вставки нагрітим інструментом встик роботи виконують у наступному порядку:
- визначають місцезнаходження ушкодження або дефекту трубопроводу;
- звільняють від ґрунтової присипки ділянку трубопроводу необхідної довжини;
- розширюють траншею в зоні проведення робіт і роблять приямок для розміщення зварювального устаткування;
- очищують, розмічають і вирізають ушкоджену або замінну ділянку;
- від суцільної труби відрізають вставку необхідного розміру;
- приварюють вставку до першого (з меншою довжиною звільнення) кінця трубопроводу;
- приварюють другий кінець трубопроводу (з більшою довжиною звільнення) до вставки з одночасним пружним вигином трубопроводу методом підйому для забезпечення осьового переміщення кінця при зварюванні встик нагрітим інструментом.
9.5.7.4 Звільнення трубопроводу від ґрунтової присипки й вварювання виконують відповідно до схеми на рисунку 16.
9.5.7.5 Загальна довжина lзаг ділянки газопроводу, м, що звільняється, залежить від довжини вставки lв, що вварюється, діаметра труб de, що зварюються, температури навколишнього повітря Т0 , довжини зварювальної установки та визначається як сума за формулою:
lзаг=lв + 2х + 2 , (27)
де 2х - довжина звільнення "рухомого" кінця газопроводу;
lв - довжина трубної вставки.
Загальна довжина збільшується на 2 м із урахуванням закріплення в затискачах зварювальної машини горизонтальних ділянок кінців газопроводу.
1 - траншея; 2 - нерухомий кінець газопроводу; 3 - приямок; 4 - вставка; 5 - зварювальна машина; 6 - рухомий кінець газопроводу
Рисунок 16 - Схема звільнення газопроводу від ґрунтової присипки
по довжині і вварювання трубної вставки встик
9.5.7.6 Довжину звільнення газопроводу 2х, у м, для труб діаметром 63 мм - 225 мм при різних температурах навколишнього повітря й висоту підйому y, м, необхідну для створення переміщення кінця газопроводу, слід приймати за таблицею 15.
Таблиця 15
Номіналь-ний зовнішній діаметр труби dn ,
мм
Температура навколишнього повітря T0 , °С
мінус 15
мінус 10
мінус 5
0
плюс 10
плюс 20
плюс 30
плюс 45
2х
У
2х
У
2х
У
2х
У
2х
У
2х
У
2х
У
2х
У
м
м
м
м
м
м
м
м
м
м
м
м
м
м
м
м
63
18
1,0
18
0,9
18
0,9
17
0,9
16
0,9
14
0,8
13
0,8
11
0,8
75
20
1,0
20
1,0
20
1,0
19
1,0
18
1,0
15
0,9
14
0,8
12
0,8
90
22
1,1
22
1.1
22
1,1
21
1,0
19
1,0
17
0,9
16
0,8
13
0,8
110
25
1,1
24
1,1
24
1,1
23
1,1
21
1,0
19
1,0
17
0,9
15
0,9
125
27
1,3
27
1,3
27
1,3
26
1,2
23
1,1
20
1,1
19
1,0
16
1,0
140
29
1,6
28
1,6
28
1,6
27
1,4
25
1,3
22
1,3
20
1,2
18
1,2
160
33
1,6
32
1,6
32
1,6
31
1,6
28
1,5
25
1,4
23
1,4
20
1,3
180
35
1,7
34
1,7
34
1,7
33
1,6
29
1,6
26
1,4
24
1,4
21
1,3
200
38
1,8
37
1,8
36
1,7
35
1,7
32
1,6
28
1,6
26
1,5
23
1,4
225
40
1,8
39
1,8
39
1,7
38
1,7
24
1,7
30
1,6
28
1,5
25
1,4
Таблиця 16
Номінальний зовнішній діаметр труби dn , мм
63-75
90
110
125-140
160-180
200-225
Допуск, мм
3
4
5
6
7
8
9.5.7.9 Вирізання ушкодженої ділянки газопроводу й відрізування трубної вставки здійснюють по розмітці за допомогою ручної ножівки, механічних труборізів роликового або гільйотинного типу тощо.
9.5.7.10 При зварюванні замикаючого стику в процесі виконання операцій обробки торців, оплавлення й осадження підйом і опускання вигнутого кінця газопроводу повинні бути синхронізовані з переміщенням рухомого затискача центратора зварювальної машини.
9.5.7.11 При вварюванні трубної вставки за допомогою муфт із закладними нагрівальними елементами загальна послідовність робіт на стадії підготовки відповідає вимогам цього розділу, передбаченим для зварювання труб.
Звільнення газопроводу від ґрунтової присипки й вварювання трубної вставки виконують за схемами, а, б, в, що наведено на рисунку 17.
Рисунок 17 - Схеми звільнення газопроводу в траншеї від ґрунтової присипки (а) і послідовності вварювання трубної вставки із застосуванням муфт із закладними нагрівальними елементами (б, в)
9.5.7.12 Газопровід звільняють від ґрунтової присипки на довжині, обумовленій сумою довжин вставки, що вварюється lв , та звільнення кінців газопроводу (рисунок 17, а).
При вварюванні вставки за допомогою муфт її довжина lв , як правило, дорівнює довжині розсічення газопроводу lр , але не менше 500 мм.
Довжина звільнення кінця газопроводу l, що залежить від довжини муфти (діаметра труби) і довжини позиціонера для складання з'єднання, орієнтовно становить для труб діаметром:
- до 63 мм - 0,2 м;
- від 63 до 125 мм - 0,5 м;
- від 125 до 315 мм - 1,0 м.
9.5.7.13 Установлення трубної вставки та муфт у розсічення газопроводу і зварювання виконують у наступній послідовності (рисунок 17, б, в):
- на підготовлені до складання кінці газопроводу надягають муфти: під один з кінців газопроводу з муфтою підводять позиціонер, у ньому закріплюють кінець газопроводу (механічну обробку поверхні кінців труб, що зварюються, роблять на довжину, рівну не менше 1,0 довжини муфти);
- у розсічення газопроводу вводять трубну вставку, один кінець якої закріплюють у затискачі позиціонера;
- на обидва кінці трубної вставки насувають муфти і встановлюють їх по мітках або по упору (в позиціонері);
- до муфти, встановленої в позиціонері, підключають зварювальний апарат і виконують зварювання;
- після охолодження першого з'єднання позиціонер встановлюють на друге з'єднання й виконують зварювання.
9.5.7.14 Допускається за наявності двох позиціонерів робити складання та зварювання одночасно двох з'єднань трубної вставки.
9.6 Правила проведення монтажних робіт
9.6.1 Роботи з укладання газопроводів рекомендується виконувати за температури зовнішнього повітря не нижче мінус 15 °С й не вище плюс 30 °С.
При укладанні газопроводів при більш низькій температурі зовнішнього повітря необхідно організувати їхній підігрів до необхідної температури. Ця умова може бути виконана шляхом пропускання підігрітого повітря через підготовлений до укладання газопровід. При цьому температура підігрітого повітря повинна бути не більше 60°С.
Під час укладання поліетиленових газопроводів необхідно враховувати специфічні особливості матеріалу труб: високий коефіцієнт лінійного подовження (в 10-12 разів більший ніж у сталевих) і менші в порівнянні з металевими трубами механічну міцність і твердість, тому укладати газопроводи рекомендується в найбільш холодний час доби влітку, а взимку - у найбільш теплий.
9.6.2 Припустимі радіуси пружного вигину при монтажі й укладанні газопроводу (короткострокове напруження труби) залежно від температури навколишнього повітря визначаються за графіком, наведеним на рисунку 18.
Рисунок 18 - Залежність відношення радіуса пружного вигину газопроводів р до зовнішнього діаметра труби dв від температури навколишнього повітря Т під час монтажу й укладання газопроводів
9.6.3 Газопроводи можна монтувати з готових секцій (які виготовляються в умовах бази, розвозяться, розкладаються уздовж траси і після цього з'єднуються) або з одиночних труб.
9.6.4 Доставляти труби або секції на трасу рекомендується безпосередньо перед проведенням монтажних і укладальних робіт.
9.6.5 Укладання в траншею газопроводів проводиться, як правило, після закінчення процесу зварювання й охолодження з'єднання (не раніше ніж через 30 хв після зварювання останнього з'єднання з урахуванням часу згідно з цими Нормами, що є необхідним для його охолодження), а також демонтажу зварювального обладнання.
Перед укладанням труби піддаються ретельному огляду з метою виявлення тріщин, підрізів, рисок та інших механічних ушкоджень.
9.6.6 Не рекомендується скидання труби на дно траншеї або її переміщення волоком по дну траншеї без спеціальних пристосувань.
9.6.7 Відкриті з торців труби газопроводів під час провадження робіт повинні бути закриті заглушками.
9.6.8 При укладанні газопроводів у траншею вживають заходів, спрямованих на зниження напружень у трубах від температурних змін у процесі експлуатації:
- при температурі труб (навколишнього повітря) вище 10 °С газопровід укладається вільним вигином ("змійкою") із засипанням - у найбільш холодний час доби;
- при температурі навколишнього повітря нижче 10 °С можливе укладання газопроводу прямолінійно, у тому числі й у вузькі траншеї, а засипання газопроводу в цьому випадку виконують у самий теплий час доби.
9.6.9 У зимовий період газопровід укладають на розталий ґрунт. У випадку промерзання дна траншеї здійснюють підсипання дна траншеї піском або дрібногранульованим розталим ґрунтом, зберігаючи нормативну глибину закладання газопроводу.
9.6.10 При укладанні газопроводів у скельних і кам'янистих ґрунтах і на замерзле дно траншеї для забезпечення захисту газопроводу від механічних ушкоджень для засипання й укладання рекомендується застосовувати дрібногранульований ґрунт, пісок або пінополімерні матеріали. Труби із захисним покриттям допускається укладати безпосередньо на дно траншеї.
9.6.11 Нанесення пінополімерного матеріалу на дно траншеї здійснюється за допомогою автономної піногенеруючої установки, що переміщується уздовж траншеї та забезпечує подачу матеріалу по гнучкому рукаву. Товщина утвореного на дні траншеї шару пінополімерного матеріалу повинна становити 200-250 мм, щільність матеріалу - 23-25 кг/м3. Час витримки пінополімерного матеріалу (технологічний розрив між нанесенням матеріалу і укладанням газопроводу) становить не менше 8 год. Після укладання газопровід, частково просідаючи, ущільнює пінополімерний шар, створюючи коритоподібну основу, що захищає поверхню труб від механічних ушкоджень виступаючими нерівностями дна траншеї.
9.6.12 Газопроводи діаметром 110 мм і менше можна укладати з використанням ременів, текстильних стропів, текстильних канатів, брезентових рушників.
У загальному випадку використовуються спеціалізовані трубоукладачі. Лінійні відстані між місцями контакту (див. рисунок 19) цих засобів із газопроводом (прольоти) слід приймати згідно з таблицею 17.
Таблиця 17
Познака лінійних відстаней (прольотів)
Чисельні значення прольотів, м, для газопроводів, залежно від їх діаметра
dn не більше 63 мм
dn= (75-110)мм
•
dn = (125-160) мм
dn = (180-225) мм
l1
12-15
15-18
17-20
20-24
l2
8-10
10-12
12-15
14-17
l3
20-23
25-28
30-34
35-40
9.6.13 При безперервному методі укладання газопроводу діаметром більше 160 мм із використанням двох трубоукладачів слід діяти у відповідності зі схемами на рисунку 19.
а - із траверсою головного трубоукладача; б - із траверсою заднього трубоукладача; в - із траверсами в обох трубоукладачах; 1 - задній трубоукладач; 2 - головний трубоукладач; 3 - труба
Рисунок 19 - Схеми укладання газопроводів з
краю траншеї із застосуванням траверс
9.6.14 При прокладанні газопроводів у вузькій будівельній смузі рекомендується застосовувати (на прямих ділянках) спосіб монтажу газопроводу методом протягання.
Для цього в початковій точці ділянки траси влаштовується накопичувальний майданчик та встановлюється зварювальний пост, а в кінцевій точці цієї ділянки встановлюється тягова лебідка. Потім розривається траншея, по якій протягується труба по мірі нарощування. Для зменшення тертя й тягового зусилля (що дозволяє збільшити довжину труби, що протягується), а також виключення можливих механічних ушкоджень газопроводу на дні траншеї встановлюються напрямні ролики або влаштовується основа із пінополімерних матеріалів, по якій сковзає труба.
9.6.15 Через болота й обводнені ділянки газопровід рекомендується укладати способом протягування або сплаву.
Зусилля, що прикладається до газопроводу під час його протягування, не повинно перевищувати величин, що зазначені у таблиці 18.
Таблиця 18
Номінальний зовнішній діаметр газопроводу, мм
Тягове зусилля, Н
25-20
80
32-40
140
50
330
63-90
500
110-125
1500
160-180
3300
200-225
6500
250-315
10900
9.6.16 При прокладанні під дорогами й іншими перешкодами застосовуються безтраншейні методи прокладання газопроводів у захисних футлярах, що включають прокол, продавлювання та буріння під кутом до поздовжньої осі.
9.6.17 У підготовлений футляр протаскується за допомогою лебідки заздалегідь випробувана труба. На головну частину батога надівається буксирувальна головка, яка закріплюється до тягового каната. Конструкція буксирувальної головки повинна забезпечувати передачу тягових зусиль відповідно до таблиці 18.
9.6.18 Роботи з укладання труб газопроводу можуть виконуватися методом безтраншейного заглиблення. Для укладання газопроводів діаметром 20 мм - 160 мм безтраншейним способом застосовуються "ножові трубозаглиблювачі". "Ножовий щілиноріз" повинен мати пристрій, що захищає поліетиленові труби від неприпустимих напружень при укладанні.
Крім того, можливе використання індустріальних технологій, заснованих на поєднанні робіт із риття траншей (ланцюговими й роторними "траншеєкопачами") і укладання газопроводів. При цьому температурний перепад між температурою укладання й температурою експлуатації газопроводу не повинен перевищувати 30 °С.
При безтраншейному прокладанні в ґрунтах по трасі будівництва не повинно бути кам'янистих включень, щебенів.
9.6.19 Труби, що надходять у бухтах або на котушках, мають невелику погонну вагу та модуль пружності, що дозволяє об'єднати процеси риття траншеї та укладання труб.
Для риття траншеї та укладання газопроводу використовуються спеціально обладнані одноківшеві або багатоківшеві екскаватори.
9.6.20 Можливе використання бурових установок для риття траншей у мерзлих ґрунтах або для риття вузьких траншей у ґрунтах без кам'янистих включень.
9.6.21 Укладання труб з бухти може проводитися також у заздалегідь підготовлену траншею. При цьому застосовують два способи ведення робіт:
- розмотування труби з нерухомої бухти і її укладання в траншею протаскуванням;
- розмотування труби з рухомої бухти і її укладання в траншею шляхом бічного насування.
Перший спосіб може застосовуватися при наявності в траншеї або над нею поперечних перешкод (газопроводи, лінії зв'язку, лінії електропередачі).
9.6.22 З бухти в траншею можуть укладатися одночасно два газопроводи; при цьому розмотування труб здійснюється одночасно із двох бухт, установлених по обидві сторони або по одну сторону траншеї.
9.6.23 Розміри поліетиленових труб у бухтах і на котушках встановлюються договором (контрактом), укладеним між постачальником труб і замовником, та регламентуються вимогами ДСТУ Б В.2.7-73.
9.6.24 Розмотування труб з бухт здійснюють за температури зовнішнього повітря не нижче 5 °С. Допускається вести розмотування й при більш низьких температурах, якщо створені умови для попереднього підігріву труб на котушці до температури не менше 5 °С. При цьому не рекомендується зупиняти роботи до повного укладання труби з бухти.
У випадку якщо труба газопроводу охолоне до граничне припустимої температури, укладання необхідно призупинити, а бухту із трубою, що залишилася, знову підігріти.
Можливим варіантом є установлення спеціального "тепляка" з підігрівником безпосередньо на платформі укладальної машини, що забезпечить безперервне укладання труби.
Для усунення підвищеної овальності труб і надання їм прямолінійної форми по всій довжині можуть бути використані ручні або гідравлічні випрямлячі.
9.6.25 Рекомендована швидкість розмотування бухти - до 0,8-1,0 км/год.
9.6.26 Для облаштування вузьких траншей з наступним укладанням газопроводу рекомендується використовувати малогабаритні ланцюгові "траншеєкопачі", "щіленарізні машини".
9.7 Будівництво переходів газопроводів із поліетиленових труб через штучні та природні перешкоди
9.7.1 При будівництві поліетиленових газопроводів можуть бути два види конструкції переходу: у футлярі (за схемою "труба в трубі") і без футляра - поліетиленовий газопровід протягується безпосередньо, наприклад з використанням методу буріння під кутом до поздовжньої осі.
9.7.2 Метод буріння під кутом до поздовжньої осі може використовуватися для прокладання поліетиленових труб при сприятливих ґрунтових умовах (відсутність по трасі скельних і гравійних ґрунтів, ґрунтів із включенням валунів і кругляка або ґрунтів типу пливунів), а також (за умов) технічної й економічної доцільності, обумовлених у процесі проектування.
9.7.3 При прокладанні за схемою "труба в трубі" спочатку може протягуватися футляр, а потім у нього протягується поліетиленова труба або вони протягуються одночасно.
9.7.4 При будь-якій схемі прокладання перед протяганням підготовлену трубу рекомендується ретельно оглянути й випробувати на герметичність відповідно до ДБН В.2.5-20.
Перевага при цьому віддається укладанню довгомірних поліетиленових труб. При використанні труб мірної довжини їхнє з'єднання виконується зварюванням встик або муфтами із закладними нагрівальними елементами.
9.7.5 Для запобігання механічним ушкодженям поліетиленових труб при їхньому розміщенні усередині захисного футляра допускається застосовувати:
- центрувальні хомути (кільця), що виготовляються із труб того ж діаметра, довжиною 0,5 м шляхом розрізу їх по утворюючій та встановлення (після нагрівання) на трубу на відстані 2 м - 3 м один від одного й закріплення на трубі липкою синтетичною стрічкою;
- попереднє очищення внутрішньої поверхні футляра з метою усунення гострих кромок зварних швів;
- попереднє пропускання контрольного зразка поліетиленової труби (не менше 3 м) з наступною перевіркою на відсутність ушкоджень поверхні труби;
- гладкі розтрубні втулки в місцях входу й виходу поліетиленової труби з непластмасового футляра;
- інші способи захисту, що передбачені проектною документацією.
9.8 Баластування та закріплення газопроводів із поліетиленових труб
9.8.1 Залежно від ґрунтових і гідрологічних умов можуть застосовуватися наступні види баластування й закріплення газопроводів:
- вантажі з високощільних матеріалів (залізобетонні, чавунні, шлакобетонні тощо);
- вантажі з мінерального ґрунту;
- ґрунтове засипання з використанням текстильних полотнищ;
- анкерні пристрої.
Газопроводи, прокладені безтраншейними методами, баластуванню й закріпленню не підлягають.
9.8.2 При виборі засобів для баластування дотримуються вимог, пов'язаних із обмеженням граничне припустимого значення овалізації труб - не більше 5 %.
9.8.3 До вантажів із високощільних матеріалів ставляться сідлоподібні вантажі, що охоплюють трубу з боків, і кільцеві вантажі. Для запобігання механічним ушкодженням труб під сідлоподібні й кільцеві вантажі підкладаються захисні килимки з негниючих матеріалів (гумово-тканинні, поліетиленові тощо). Як силовий охоплюючий пояс для вантажів використовуються синтетичні тканини (капронова, нейлонова тощо).
Вантажі з мінерального ґрунту використовуються у вигляді полімер-контейнерів, подовжених контейнерів, спарених контейнерів.
9.8.4 Баластування ґрунтовою присипкою містить наступні способи:
- використання гнучких полотнищ із геотекстильних матеріалів для збільшення площі тиску ґрунту на газопровід;
- підвищене заглиблення газопроводу.
9.8.5 Анкерні пристрої включають: гвинтові анкери та пальові з пелюстками, що розкриваються.
9.8.6 Вибір конструкцій, способів баластування й закріплення газопроводів визначається проектом, виходячи з:
- інженерно-геологічних умов траси;
- рельєфу місцевості, характеру горизонтальних і вертикальних кривих;
- типу боліт і рівня ґрунтових вод;
- методів і строків проведення робіт;
- глибини й ширини водних перешкод.
9.8.7 Вантажі із щільних матеріалів використовуються на ділянках, де газопровід спирається на основу з мінерального ґрунту; анкерні пристрої застосовуються на ділянках, де глибина боліт перевищує глибину закладання газопроводу. Баластування мінеральним ґрунтом застосовується на ділянках із прогнозованим обводнюванням і на болотах дрібного закладення (до верху газопроводу) при відсутності води в траншеї в момент провадження робіт.
9.8.8 Установлення анкерних тяг у траншеї проводиться до укладання газопроводу, монтаж силових поясів проводиться після видалення (відводу) води із траншеї й укладання газопроводу на проектну відмітку.
Пристрої для баластування встановлюються на газопроводі на рівній відстані один від одного, групове установлення не рекомендується.
9.8.9 Контейнери для баластування виготовляються трьох видів: з металевим каркасом (полімер-контейнерні пристрої, що баластують), без металевого каркаса й спарені.
9.8.10 Для виготовлення контейнерів допускається застосування тесаних або нетканих синтетичних матеріалів, що відповідають чинним нормативним документам України, що затверджені у встановленому порядку.
9.8.11 У зимовий час заповнення пристроїв для баластування контейнерного типу проводять пухким ґрунтом, без домішок льоду й снігу.
9.8.12 Гнучке полотнище з геотекстильних матеріалів застосовується у водонасичених мінеральних ґрунтах. При цьому засипання газопроводу ведуть у дві стадії: присипання екскаватором газопроводу на 0,4 м - 0,5 м вище верхньої твірної (не допускаючи поперечного зсуву газопроводу), засипання бульдозером з утворенням валика ґрунту над газопроводом.
9.8.13 При баластуванні газопроводу із застосуванням нетканих синтетичних матеріалів з'єднання полотен у поздовжньому напрямку проводиться укладанням внапуск (не менше 0,5 м), а в поперечному напрямку - зварюванням або прошиванням синтетичними нитками.
9.8.14 Спарені контейнери представляють собою два мішки з технічної (геотекстильної) тканини, з'єднані між собою полотном на промисловому швейному устаткуванні. Вони заповнюються ґрунтом поза будівельною смугою, навішуються на газопровід краном-трубоукладачем і застосовуються при відсутності мінерального ґрунту у відвалі або коли неможливо видалити воду із траншеї. Контейнери заповнюються ґрунтом на спеціальному завантажувальному бункері з пошаровим трамбуванням ґрунту трамбувальними механізмами. При негативній температурі контейнер заповнюють в умовах, що виключає замерзання ґрунту.
9.8.15 Анкерні пристрої можуть бути гвинтового типу або такі, що розкриваються. Кожний тип складається із самого анкера, анкерної тяги й силового пояса. Ширина силового пояса вибирається з умови припустимих контактних напружень на стінку труби.
У спучених ґрунтах анкери комплектуються обмежниками зусиль.
Гвинтові анкери застосовуються в глинистих і суглинних ґрунтах, а анкери, що розкриваються, - у піщаних і супіщаних ґрунтах.
9.8.16 Приймальний контроль якості баластування й закріплення газопроводів проводиться з метою перевірки відповідності виконаних робіт проекту. Перевіряється відповідність:
- кількості встановлених вантажів і анкерних пристроїв;
- відстані між вантажами або анкерними пристроями;
- довжини ділянок, що піддаються баластуванню.
Несуча здатність анкерів перевіряється відповідно до вимог ДСТУ Б В.2.1-1, випробовується 2 % кількості встановлених на кожній ділянці.
Виконання баластування газопроводу оформлюється окремим актом приймання робіт.
9.9 Очищення внутрішньої поверхні газопроводів із поліетиленових труб
9.9.1 Очищення порожнини газопроводів виконують продуванням повітрям. Допускається пропускання очисних поршнів з еластичних матеріалів. Продування здійснюється швидкісним потоком (15-20 м/с) повітря під тиском, рівним робочому. Газопровід очищується ділянками або в цілому залежно від його конфігурації та довжини.
Тривалість продування повинна становити не менше 10 хв, якщо в проектній документації не наведено інших вимог.
9.9.2 Діаметр вихідного патрубка та повнопрохідного крана на ньому повинен становити не менше 0,3 діаметра ділянки, що продувається.
Продування вважається закінченим, коли із продувного патрубка починає виходити струмінь незабрудненого сухого повітря. Під час продування ділянки газопроводу, де можлива затримка бруду (переходи, відводи та ін.), рекомендується простукувати неметалевими предметами (дерево, пластмаса), що не ушкоджують поверхню труби.
9.9.3 Для продування й пневматичного випробування газопроводів застосовують компресорні установки, що відповідають за потужністю й продуктивністю діаметру й довжині випробовуваного газопроводу.
10 КОНТРОЛЮВАННЯ ЯКОСТІ БУДІВЕЛЬНО-МОНТАЖНИХ РОБІТ ПРИ БУДІВНИЦТВІ ГАЗОПРОВОДІВ ІЗ ПОЛІЕТИЛЕНОВИХ ТРУБ
10.1 Основні заходи при контролюванні якості
Під час будівництва та реконструкції газопроводів із використанням поліетиленових труб для забезпечення необхідного рівня якості необхідно проводити:
а) перевірку кваліфікації зварників;
б) вхідний контроль елементів поліетиленового газопроводу та супроводжувальних документів виробника щодо їх якості згідно з 9.1.3 цих Норм;
в) технічний огляд зварювальних пристроїв (нагрівального інструмента, зварювального центратора, торцівки, блока живлення, програмного пристрою, допоміжного інструмента), а також іншого технологічного устаткування (реверс-машини, швидкісного парогенератора тощо);
г) систематичний операційний контроль якості складання для зварювання й режимів зварювання;
д) візуальний контроль (зовнішній огляд) зварних з'єднань і інструментальний контроль їхніх геометричних параметрів;
е) механічні випробування зварних з'єднань;
ж) вибіркові механічні випробування зварних з'єднань, що виготовлені в заводських умовах, відповідно до вимог ДСТУ Б В.2.7-179;
з) контроль якості виконаних робіт за допомогою відеокамери;
і) пневматичні випробування змонтованого газопроводу при його здачі в експлуатацію.
Результати перевірки зварювального устаткування та технологічного устаткування, що перебуває на сервісному обслуговуванні, виконується відповідно до рекомендацій сервісного центру. Дата технічного огляду і його результатів повинні бути відображені в журналі проведення робіт.
10.2 Технічні вимоги до контролю якості зварних з'єднань поліетиленових труб
10.2.1 Зварні з'єднання поліетиленових труб контролюються згідно з цими Нормами.
10.2.2 Методи контролю якості зварних з'єднань підрозділяються на обов'язкові (експрес) методи, що переважно виконуються лабораторіями будівельно-монтажних організацій (у разі наявності відповідного випробувального обладнання), і спеціальні, які проводяться спеціалізованими випробувальними центрами у разі виникнення потреби у підтвердженні результатів експрес-методів, вирішення суперечок та (або) з метою проведення експертної оцінки та (або) науково-дослідних робіт. Випробувальне обладнання повинно бути повірене та атестовано у встановленому порядку.
10.2.3 Перевірці піддаються допускні й контрольні з'єднання, виконані зварником відповідно до вимог цих Норм та чинних нормативно-правових актів України.
Допускні з'єднання (не менше трьох допускних зварних з'єднань при використанні зварювання нагрітим інструментом встик і одного допускного з'єднання при терморезисторному зварюванні) повинні виконуватись зварником полімерних трубопроводів (атестованим у встановленому порядку) з метою підтвердження своєї кваліфікації та отримання права на допуск до роботи за фахом у таких випадках:
- якщо зварник вперше виконує зварювання газопроводу або мав перерву в роботі більше календарного місяця;
- при зміні обладнання або технології зварювання.
Контрольні з'єднання (не менше трьох контрольних зварних з'єднань при використанні зварювання нагрітим інструментом встик і одного контрольного з'єднання при терморезисторному зварюванні) повинні виконуватись до початку робіт на об'єкті з метою уточнення технологічних параметрів зварювального процесу та на вимогу органів нагляду у випадках виявлення порушень технології зварювання.
10.2.4 Вирізування контрольних з'єднань із газопроводу здійснюють, як правило, у період проведення зварювальних робіт з метою виключення вварювання "котушок".
10.2.5 Зварні з'єднання, забраковані при візуальному огляді і вимірах, виправленню не підлягають і повинні бути з газопроводу вилучені.
10.2.6 При незадовільних результатах випробувань зварних з'єднань експрес-методами необхідно здійснити перевірку подвоєного числа з'єднань тим же методом контролю, за яким були отримані незадовільні результати. Якщо при повторній перевірці хоча б одне із з'єднань, що перевіряються, виявиться незадовільної якості, то зварник відстороняється від роботи й направляється для переатестації або перевіряється зварювальна техніка, що використовувалася для зварювання цих стиків.
Подальше проведення зварювальних робіт проводиться згідно з 10.2.3 після встановлення та усунення причин браку та вжиття відповідних корегувальних заходів організаційного характеру.
10.2.7 Перелік методів контролювання, обов'язкових при проведенні контролю якості зварних з'єднань, наведено у таблиці 19 та ДСТУ Б В.2.7-179.
Обов'язковим методам оцінки піддаються зварні з'єднання, виконані перед початком будівництва газопроводів (допускні стики), що відбираються із числа стиків, зварених кожним зварником на об'єкті будівництва (контрольні стики).
Зварні з'єднання, що виготовлені у заводських умовах, перевіряються обов'язковими методами контролювання згідно з 6.9 ДСТУ Б В.2.7-179.
Таблиця 19
Метод контролювання
Спосіб зварювання
Зовнішній огляд
Нагрітим інструментом встик. Деталями із закладними нагрівальними елементами
Випробування на осьовий розтяг
Нагрітим інструментом встик
Пневматичні випробування
Нагрітим інструментом встик. Деталями із закладними нагрівальними елементами
Випробування на сплющування
Деталями із закладними нагрівальними елементами
Випробування на відрив
Деталями із закладними нагрівальними елементами (тільки для сідельних відводів)
10.2.8 Перелік спеціальних методів контролювання, що рекомендуються до проведення при оцінці якості зварних з'єднань, наведено у таблиці 20 тау пп 6.6, 6.7, 6.9 ДСТУ Б В.2.7-179.
Таблиця 20
Метод контролювання
Спосіб зварювання
Випробування на статичний вигин
Нагрітим інструментом встик
Випробування при постійному внутрішньому тиску
Нагрітим інструментом встик. Деталями із закладними нагрівальними елементами
Випробування на тривалий розтяг*
Нагрітим інструментом встик
Випробування на стійкість до удару
Деталями із закладними нагрівальними елементами (тільки для сідельних відводів)
* Результати випробувань на тривалий розтяг є факультативними
10.3 Методи контролювання зварних з'єднань
10.3.1 Контролювання зовнішнього вигляду
10.3.1.1 Візуальному контролю підлягають з'єднання, виконані будь-яким способом зварювання. Контрольні зразки з'єднань, за якими можна вести візуальне порівнювання зовнішнього вигляду зварних з'єднань газопроводу, зберігають на підприємстві, що виконує зварювальні роботи при будівництві газопроводу із поліетиленових труб. Порядок оформлення контрольних зразків наведено у додатку В.
10.3.1.2 Зовнішній вигляд зварних з'єднань, виконаних зварюванням нагрітим інструментом встик, має відповідати наступним вимогам:
- валики зварного шва повинні бути симетрично й рівномірно розподілені по окружності зварених труб;
- колір валиків повинен бути одного кольору із трубою і не маги тріщин, пор, сторонніх включень;
- симетричність шва (відношення ширини зовнішніх валиків ґрата до загальної ширини ґрата) повинна бути в межах 0,3-0,7 у будь-якій точці шва. При зварюванні труб зі з'єднувальними деталями це відношення допускається в межах 0,2-0,8;
- зсув зовнішніх кромок елементів, що зварюються, не повинен перевищувати 10 % товщини стінки труби (деталі);
- западина між валиками ґрата К (лінія сплавки зовнішніх поверхонь валиків ґрата) не повинна перебувати нижче зовнішньої поверхні труб (деталей) (рисунок 10);
- кут зламу зварених труб або труби та з'єднувальної деталі не повинен перевищувати 5°.
10.3.1.3 Розміри валиків зовнішнього ґрата швів залежать від товщини стінки й матеріалу труб, що зварюються (деталей). У таблиці 21 наведені дані, отримані при зварюванні труб (деталей) з ПЕ 80, для труб (деталей) з ПЕ 100 ці розміри менше на 15% (рисунок 10).
Таблиця 21
Параметри зовнішнього ґрата
Умовне позначення труб
SDR 17,6 63×5,8
SDR 11
75×6,8
SDR 17,6 90×5,2
SDR 11
90×8,2
SDR 17,6 110×6,3
SDR 11 110×10
Висота h, мм
1,5-3,0
2,0-3,5
1,5-3,0
2,5-4,5
2,0-3,5
2,5-4,5
Ширина b, мм
4,0-6,0
5,0-7,0
4,0-6,0
6,0-8,5
4,5-6,5
6,5-10,0
Параметри зовнішнього ґрата
Умовне позначення труб
SDR 17,6
12×7,1
SDR 11
125×11,4
SDR 17,6 140×8,0
SDR 11
140x12,7
SDR 17,6 160×9,1
SDR 11 160×14,6
Висота h, мм
2,0-4,0
3,0-5,0
2,5-4,5
3,0-5,0
2,5-4,5
3,0-5,0
Ширина b, мм
5,5-7,5
8,5-12,0
6,0-8,5
9,0-13,0
6,0-9,5
10,0-15,0
Параметри зовнішнього ґрата
Умовне позначення труб
SDR 17,6 180×10,2
SDR 11 180×16,4
SDR 17,6 200×1,4
SDR 11 200×18,2
SDR 17,6
225×12,8
SDR 11 225 ×20,5
Висота h, мм
2,5-4,5
3,5-5,5
3,0-5,0
4,0-6,0
3,0-5,0
4,5-6,5
Ширина b, мм
6,5-10,5
11,0-16,0
8,5-12,0
13,0-18,0
9,0-13,0
14,0-21,0
Параметри зовнішнього ґрата
Умовне позначення труб
SDR 17,6 250×14,2
SDR 11
250×22,7
SDR 17,6 280×15,9
SDR 11
280×25,4
SDR 17,6 315×17,9
SDR 11
315×28,6
Висота h, мм
3,0-5,0
4,5-7,5
3,5-5,5
5,0-8,0
4,0-6,0
5,5-9,0
Ширина b, мм
9,5-14,5
16,5-23,5
11,0-16,5
17,0-26,0
13,0-18,0
19,0-28,0
Примітка. Розміри, що не наведені у цій таблиці, повинні відповідати нормативній та (або) технологічній документації, що погоджена та затверджена у встановленому порядку.
10.3.1.4 Визначення розмірів валиків проводиться безпосередньо на зварному шві в умовах будівельного виробництва. Допускається визначати розташування западини між валиками ґрата та замір самих валиків після зрізання зовнішнього ґрата по всьому периметру труби. Зрізання зовнішнього ґрата повинне проводитися за допомогою спеціальних пристосувань, що не ушкоджують тіло труби й не виводять товщину стінки за межі допустимих відхилень.
Критерії оцінки зовнішнього вигляду з'єднань, виконаних нагрітим інструментом встик, наведені в додатку Г.
10.3.1.5 Результати візуального контролю зовнішнього вигляду й перевірки розмірів зварювального ґрата з'єднань, виконаних зварюванням нагрітим інструментом встик, вважають позитивними, якщо вони відповідають вимогам 10.3.1.2, таблиці 21 і критеріям оцінки дефектів, наведеним у додатку Г.
10.3.1.6 Окремі зовнішні ушкодження валиків зварного шва (зрізи, відколи, здавленості від таврування стику) завдовжки не більше 20 мм і які не зачіпають основного матеріалу труби, браком не вважаються.
Методика визначення розмірів зварного стикового з'єднання наведена у додатку Д.
10.3.1.7 Зовнішній вигляд зварних з'єднань, виконаних за допомогою деталей із закладними нагрівальними елементами, має відповідати наступним вимогам:
- труби за межами з'єднувальної деталі повинні мати сліди механічної обробки (зачищення);
- індикатори зварювання деталей повинні перебувати у висунутому положенні;
- кут зламу зварених труб або труби та з'єднувальної деталі не повинен перевищувати 5°;
- поверхня деталей не повинна мати слідів температурної деформації або згорілого поліетилену;
- по периметру деталі не повинно бути слідів розплаву поліетилену, що виник у процесі зварювання.
10.3.1.8 Критерії оцінки зовнішнього вигляду з'єднань, виконаних за допомогою сідельних відводів із закладними нагрівальними елементами, наведені у додатку Г.
Критерії оцінки зовнішнього вигляду з'єднань, виконаних за допомогою муфт, трійників, відводів і переходів із закладними нагрівальними елементами, наведені у додатку Г.
Результати контролювання зовнішнього вигляду зварних з'єднань, виконаних за допомогою деталей із закладними нагрівальними елементами, вважають позитивними, якщо вони відповідають вимогам 10.3.1.7 і критеріям оцінки дефектів, наведеним у додатку Г.
10.3.2 Випробування на осьовий розтяг
10.3.2.1 Випробуванням на осьовий розтяг піддаються з'єднання, виконані зварюванням нагрітим інструментом встик.
Критерієм визначення якості зварного з'єднання, виконаного зварюванням встик, є характер руйнування зразків.
Розрізняють три типи руйнування:
тип І - спостерігається після формування "шийки" - типового звуження площі поперечного перерізу зразка під час розтягу на одній з половин випробовуваного зразка. Руйнування наступає, як правило, не раніше ніж при досягненні відносного подовження більше 50 % і характеризує високу пластичність. Лінія розриву проходить по основному матеріалу і не перетинає площину зварювання;
тип II - відзначається при досягненні границі текучості в момент початку формування "шийки". Руйнування наступає при невеликих величинах відносного подовження, як правило, не менше 20 % і не більше 50 % і характеризує низьку пластичність. Лінія розриву перетинає площину зварювання, але має ознаки пластичного характеру;
тип III - відбувається до досягнення границі текучості й до початку формування "шийки". Руйнування наступає при подовженні зразка, як правило, не більше 20% і характеризує крихке руйнування. Лінія розлому проходить точно по площині зварювання.
10.3.2.2 Результати випробування вважаються позитивними, якщо при випробуванні на осьовий розтяг не менше 80 % зразків мають пластичний характер руйнування 1-го типу. Інші 20 % зразків можуть мати характер руйнування II-го типу. Руйнування III-го типу не допускається.
При крихкому розриві по шву для визначення причин руйнування аналізуються характер зламу й дефекти шва.
10.3.2.3 При випробуванні на осьовий розтяг визначають також відносне подовження при розриві (за ГОСТ 11262, за винятком п. 1.5 і п. 4.2, останній абзац). За результатами випробувань складають протокол.
Методика проведення випробувань зразків зварних стикових з'єднань на осьовий розтяг наведена у додатку Е.
10.3.3 Пневматичні випробування зварних з'єднань
10.3.3.1 Пневматичним випробуванням на герметичність та міцність піддаються зварні з'єднання, виконані як зварюванням нагрітим інструментом встик, так і зварюванням за допомогою деталей із закладними нагрівальними елементами. Пневматичні випробування з'єднань проводяться одночасно з випробуваннями всього побудованого газопроводу відповідно до вимог ДБН В.2.5-20 та 11.2, 11.3 цих Норм.
10.3.4 Випробування на сплющування
10.3.4.1 Випробуванням на сплющування піддають з'єднання, отримані зварюванням за допомогою деталей муфтового типу (муфт, переходів, відводів, трійників, заглушок і т.п.) із закладними нагрівальними елементами.
Випробування проводять на зразках-сегментах шляхом стискання труб у торцях з'єднання до величини, рівній подвійній товщині стінки.
10.3.4.2 Стійкість зварного шва до сплющування характеризується відсотком відриву, що є відношенням довжини зварного шва, що не піддався відриву, до повної довжини зварного шва в межах однієї труби. Результати випробувань вважають позитивними, якщо на всіх випробуваних зразках відрив не спостерігався або якщо відношення довжини шва, не підданого відриву, до загальної виміряної довжини шва становить не менше 40 %.
Методика проведення випробувань зварних з'єднань на сплющування наведена у додатку Ж.
10.3.5 Випробування на відрив
10.3.5.1 Випробуванням на відрив піддають зварні з'єднання труб і сідельних відводів із закладними нагрівальними елементами.
Зварне з'єднання піддається випробуванню цілком і триває до повного відділення сідельного відводу від труби.
10.3.5.2 У результаті випробування з'єднання злам у місці зварювання сідельного відводу із трубою повинен мати повністю або частково пластичний характер руйнування по замкнутому периметру зварного шва. Крихке руйнування не допускається. У процесі проведення випробувань фіксується також руйнівне навантаження.
Методика проведення випробування зварних з'єднань на відрив наведена в додатку И.
10.4 Спеціальні методи контролювання
10.4.1 Випробування на статичний вигин
10.4.1.1 Випробуванням на статичний вигин піддаються з'єднання, виконані зварюванням нагрітим інструментом встик.
Випробування проводять на зразках у формі прямокутника з розташованим по центру зварним швом.
При випробуванні на статичний вигин визначається кут вигину зразка, при якому з'являються перші ознаки руйнування. Результати випробування вважаються позитивними, якщо випробувані зразки витримують без руйнування та появи тріщин вигин на кут не менше 160°.
Методика проведення випробувань наведена в додатку К.
10.4.2 Випробування при постійному внутрішньому тиску
10.4.2.1 Випробуванням при постійному внутрішньому тиску піддаються зварні з'єднання, виконані як зварюванням нагрітим інструментом встик, так і зварюванням за допомогою деталей із закладними нагрівальними елементами.
Випробування проводяться відповідно до вимог ДСТУ Б В.2.7-179 за методикою згідно з ДСТУ Б В.2.7-179, ГОСТ 24157 та додатком Л до цих Норм.
10.4.2.2 При випробуванні визначається стійкість при постійному внутрішньому тиску протягом заданого проміжку часу при нормальній і підвищеній температурах і певній величині початкового напруження в стінці труби.
Результати випробувань вважаються позитивними, якщо всі випробувані зразки не зруйнувалися до закінчення контрольного часу випробування або зруйнувався один зі зразків, але при повторних випробуваннях жоден зі зразків не зруйнувався.
Методика проведення випробувань на внутрішній тиск наведена в додатку Л.
10.4.3 Випробування на тривалий розтяг
10.4.3.1 Випробування зварних з'єднань на тривалий розтяг проводиться для визначення тривалої несучої здатності зварних з'єднань, виконаних зварюванням нагрітим інструментом встик.
Одночасно з випробуванням оцінюваних зразків зварних швів за тих самих умов випробовують зразки інших зварних з'єднань, зварених при оптимальних параметрах зварювання (базові стики). Зразки оцінюваних зварних з'єднань і базових стиків повинні бути виготовлені з однієї марки матеріалу й однієї партії труб.
10.4.3.2 Випробування проводять до появи тріщин не менше ніж у 50 % випробуваних зразків. Результати випробування порівнюються за середнім значенням часу до появи тріщин.
Під час проведення випробувань зразки повинні піддаватися періодичному зовнішньому огляду з метою виявлення крихкого зламу та тріщин у зоні шва. Злами в області затискачів не враховуються.
Результати випробування вважаються позитивними, якщо зразки оцінюваних зварних з'єднань мають середнє значення часу до появи тріщин не нижче значень, отриманих для базових стикових з'єднань.
Методика проведення випробувань наведена у додатку М.
10.4.4 Випробування на стійкість до удару
10.4.4.1 Випробуванням на стійкість до удару піддаються з'єднання, виконані за допомогою кранових сідельних відводів.
Випробування проводять на зразках у вигляді патрубків із розташованим посередині сідельним відводом.
При випробуванні на стійкість до удару визначається здатність зразка витримати внутрішній пневматичний тиск (0,6 ± 0,05) МПа протягом 24 год після нанесення по ньому не менше двох ударів падаючим вантажем масою (5,0 ±0,05) кг.
10.4.4.2 Результати випробування вважаються позитивними, якщо оцінювані зразки витримують випробування при відсутності видимих руйнувань і розгерметизації.
Методика проведення випробувань наведена у додатку Н та ДСТУ Б В.2.7-179.
11 ВИПРОБУВАННЯ ТА ПРИЙМАННЯ ГАЗОПРОВОДІВ ІЗ ПОЛІЕТИЛЕНОВИХ ТРУБ ТА СТАЛЕВИХ ГАЗОПРОВОДІВ ПІСЛЯ РЕКОНСТРУКЦІЇ З ВИКОРИСТАННЯМ ПОЛІЕТИЛЕНОВИХ ТРУБ
11.1 Границі ділянок і схема проведення випробувань визначаються робочою документацією. Випробування газопроводів повинні проводитись при температурі труби не нижче мінус 15 °С.
11.2 Попередні випробування поліетиленових трубопроводів на герметичність проводять перед їхнім укладанням (протяганням) при безтраншейних методах будівництва й реконструкції. Випробування при цьому рекомендується проводити протягом 1 год.
Підготовлені ділянки (труби, бухти або котушки) поліетиленових газопроводів випробовують на герметичність відповідно до вимог ДБН В.2.5-20.
Результати випробування варто вважати позитивними, якщо в період випробування тиск у газопроводі не міняється (немає видимого падіння тиску по манометру).
11.3 Остаточні випробування поліетиленових газопроводів на герметичність та міцність проводять після повного (до проектних оцінок) засипання траншеї або після протягування поліетиленової труби відповідно до вимог ДБН В.2.5-20 та цих Норм.
Примітка. Випробувальний тиск при проведенні попередніх та остаточних випробувань поліетиленових газопроводів високого тиску з максимальним робочим тиском 1,0 МПа на герметичність та міцність -згідно з рядком 5 таблиці 42 ДБН В.2.5-20.
11.4 Дефекти, виявлені в процесі випробування газопроводів на герметичність, можна усувати тільки після зниження тиску до атмосферного.
Для виявлення місця витоку газопровід звільняється від присипки в місцях знаходження зварних з'єднань, протягнений батіг витягається зі сталевого каркаса (футляра) і вживаються заходи щодо виявлення та усунення дефекту (ушкодженої ділянки або стику). Після усунення дефектів випробування проводяться повторно.
11.5 Випробування реконструйованих газопроводів із використанням поліетиленових труб проводяться після перевірки на якість виконаних робіт за допомогою відеокамери.
11.6 Випробувана ділянка приєднується до діючих ділянок сталевого газопроводу в найхолоднішіий період доби для зниження напружень у трубах від впливу температурних перепадів.
11.7 Герметичність зварних швів на змонтованих вузлах переходів "поліетилен-сталь" перевіряється робочим тиском газу з використанням газоіндикаторів.
11.8 Герметизація кінців ділянок поліетиленових трубопроводів при очищенні повітрям та випробуваннях, а також підключення компресорних установок до газопроводу проводиться через рознімні фланцеві з'єднання, переходи "поліетилен-сталь" або механічні заглушки багаторазового використання, оснащені патрубками для установлення манометра та підкачування повітря.
11.9 До проведення випробувань на герметичність необхідно виконати роботи із:
- ізоляції сталевих ділянок відповідно;
- закладення кінців сталевих ділянок (футлярів) відповідно до вимог проекту;
- засипання приямків і місць відкритої прокладки.
11.10 Засипання котлованів і відкритих ділянок поліетиленових труб проводиться відповідно до положень ДБН В.2.5-20 і цих Норм.
11.11 Приймання нових і реконструйованих газопроводів здійснюється відповідно до вимог ДБН В.2.5-20 та ДБН А.3.1-3.
11.12 При прийманні нових поліетиленових газопроводів приймальній комісії пред'являється документація згідно з переліком додатка Щ ДБН В.2.5-20 включно із документами з якості партій елементів, із яких збудовано поліетиленовий газопровід, згідно з 9.1.3 цих Норм;
11.13 При прийманні реконструйованих зношених газопроводів методом протягання поліетиленових труб приймальній комісії пред'являється документація згідно з переліком додатка Щ ДБН В.2.5-20 включно із документами з якості партій елементів, що були задіяні при проведенні реконструкції газопроводу, згідно з 9.1.3 цих Норм та актами приймання внутрішньої порожнини газопроводу, що підлягає реконструкції, і після реконструкції.
11.14 При виконанні робіт із будівництва та (або) реконструкції газопроводів за участю закордонних фірм приймальній комісії пред'являються документи згідно з 11.12 та (або) 11.13 та гарантійні зобов'язання строком не менше двох років, що гарантують якість матеріалів, якість і надійність виконаних робіт і інші умови, означені контрактом та оформлені у встановленому порядку.
11.15 Відомості про метод проведеної реконструкції зношеного підземного газопроводу заносяться до його експлуатаційного паспорта.
11.16 Після приймання газопроводи підключаються до діючої газової мережі у порядку, встановленому чинною нормативною, технологічною документацією та чинними нормативно-правовими актами України.
12 ВИМОГИ БЕЗПЕКИ Й ОХОРОНИ ДОВКІЛЛЯ
Вимоги безпеки і охорони довкілля - згідно з ДБН В.2.5-20.
Водночас при проектуванні, будівництві та реконструкції газопроводів із поліетиленових труб повинні бути виконані відповідні вимоги НПАОП 0.00-1.16, НПАОП 0.00-1.20, НПАОП 0.00-1.21, НПАОП 0.00-1.27, НПАОП 0.00-1.29, НПАОП 1.1.23-4.06, НПАОП 1.1.23-4.07, НПАОП 1.1.23-1.18, НАПБ А.01.001, ДБН 360, ДБН А.2.2-1, ДБН В.1.1-5, ДБН В.1.1.7, ГОСТ 12.1.004, ГОСТ 12.1.005, ГОСТ 12.1.013, ГОСТ 12.1.018, ГОСТ 12.1.030, ГОСТ 17.4.3.02, ГОСТ 17.5.3.06 та інших чинних нормативно-правових актів України з пожежної безпеки, безпеки праці та охорони здоров'я населення, його майна, домашніх тварин та навколишнього середовища.
ДОДАТОК А
(довідковий)
ПАРАМЕТРИ ТЕХНОЛОГІЧНОГО РЕЖИМУ ЗВАРЮВАННЯ НАГРІТИМ ІНСТРУМЕНТОМ ВСТИК
Таблиця А.1 - Температура робочої поверхні нагрітого інструмента, °С
ДОДАТОК Б
(довідковий)
ОСНОВНІ РОЗМІРИ ФЛАНЦІВ СТАЛЕВИХ
Розміри й маса фланців сталевих у виконанні 1 згідно з ГОСТ 12820 і ГОСТ12822
ДОДАТОК В
(обов'язковий)
ПОРЯДОК ОФОРМЛЕННЯ КОНТРОЛЬНИХ ЗРАЗКІВ ЗВАРНИХ З'ЄДНАНЬ
В.1 Контрольний зразок являє собою зварне з'єднання труб між собою або з деталлю з'єднувальною, що відповідає вимогам цих Норм. Довжина контрольного зразка повинна становити не менше двох діаметрів труби, при цьому зварний шов повинен розташовуватися посередині.
В.2 Контрольний зразок забезпечується опломбованим ярликом, у якому вказують:
- умовне позначення труб та деталей з'єднувальних, що утворюють зварне з'єднання;
- найменування підприємства, що виконує зварювальні роботи;
- дату зварювання й номер протоколу зварювального процесу;
- дату проведення механічних випробувань зразків зварного з'єднання, номер протоколу та реквізити лабораторії, що їх провела;
- гриф затвердження зразка головним інженером підприємства, завірений круглою печаткою, і дату затвердження.
В.3 Зварювання контрольних зразків виконують на зварювальному устаткуванні, що має пристрій для автоматичного протоколювання зварювання, за температури зовнішнього повітря, близькій до умов проведення будівництва.
В.4 Контрольні зразки зберігають на підприємстві, що виконує зварювальні роботи протягом не менше 2 років в умовах згідно з вимогами чинної нормативної документації на елементи з'єднання.
Допускається використання типових контрольних зразків для ряду типорозмірів труб і деталей з'єднувальних.
ДОДАТОК Г
(довідковий)
КРИТЕРІЇ ОЦІНКИ ЗОВНІШНЬОГО ВИГЛЯДУ ЗВАРНИХ З'ЄДНАНЬ
Таблиця Г.1 - Критерії оцінки зовнішнього вигляду з'єднань, виконаних нагрітим інструментом встик
Оцінка зовнішнього вигляду зварних стиків з'єднань
Графічне зображення з'єднання
Короткий опис
Критерії оцінки
Дотримання параметрів зварювання
1. Якісний шов із гладкими й симетричними валиками ґрата округлої форми
Розміри зовнішнього ґрата й зовнішній вигляд шва відповідають вимогам 10.3.1.2 цих Норм
Дотримання всіх технологічних параметрів зварювання в межах норми
2. Брак.
Шов з несиметричними валиками ґрата однакової висоти в одній площині, але різної в протилежних точках шва
Розходження по висоті більше 50 % у протилежних точках шва
Перевищення припустимого зазору між торцями труб перед зварюванням
3. Брак.
Малий ґрат округлої форми
Величина зовнішнього ґрата по висоті й ширин менше верхніх граничних значень, наведених у таблиці 21 цих Норм
Недостатній тиск при осадженні шва або малий час прогріву
4. Брак.
Великий ґрат округлої форми
Величина зовнішнього ґрата по висоті й ширин більше верхніх граничних значень, наведених у таблиці 21 цих Норм
Надмірний час прогріву або підвищена температура нагрівача
Продовження таблиці Г.1
Оцінка зовнішнього вигляду зварних стиків з'єднань
Графічне зображення з'єднання
Короткий опис
Критерії оцінки
Дотримання параметрів зварювання
5. Брак.
Несиметричний ґрат по всій окружності шва
Розходження по висоті й ширині валиків ґрата по всій окружності шва перевищує 40 %
Надмірний розкид показника текучості розплаву матеріалу труб та (або) деталей, що зварюються, або різна товщина стінки труб
6. Брак.
Високий і вузький ґрат, як правило, не дотичними краями труби
Висота валиків ґрата більше або дорівнює його ширині
Надмірний тиск при осадженні стику при зниженій температурі нагрівача
7. Брак.
Малий ґрат із глибокою западиною між валиками
Устя западини розташоване нижче зовнішньої й вище внутрішньої утворюючих труб
Низька температура нагрівача при недостатньому часі прогріву
8. Брак.
Нерівномірність (асиметричність) валиків ґрата
Розходження по висоті валиків ґрата в одній площині більше 40 % з одночасним зсувом утворюючих труб більш 10 % товщини стінки
Зсув труб відносно один одного
9. Брак.
Нерівномірний розподіл ґрата по периметру шва
Висота ґрата в місці нерівномірного виходу більше його ширини, западина між валиками ґрата нечітко виражена або відсутня. У протилежній точці шва ґрат має розміри, менші на 50 % і більше
Зсув нагрівача в процесі прогріву
Кінець таблиці Г.1
Оцінка зовнішнього вигляду зварних стиків з'єднань
Графічне зображення з'єднання
Короткий опис
Критерії оцінки
Дотримання параметрів зварювання
10. Брак.
Шов із численними зовнішніми раковинами по всьому периметру з концентрацією по краях ґрата з можливими слідами поперечного розтріскування
Численні раковини, розташовані впритул одна до одної
Надмірна температура нагрівача, значення якої вище температури деструкції даної марки поліетилену
Таблиця Г.2 - Критерії оцінки зовнішнього вигляду з'єднань, виконаних за допомогою сідельних відводів із закладними нагрівальними елементами
Оцінка зовнішнього вигляду сідельних відводів із закладними нагрівальними елементами
Графічне зображення з'єднання
Короткий опис
Критерії оцінки
Дотримання параметрів зварювання
1. Якісне з'єднання, відвід щільно облягає поверхню труби
Гладка поверхня відводу без викривлень і зазорів
Дотримання технологічних операцій і параметрів зварювання в межах норми
2. Брак.
Зазор між охоплю-вальною частиною сідельного відводу і трубою
Більше 0,3 мм
Надмірна обробка поверхні труби або недостатнє зусилля притиснення відводу
3. Брак.
Температурна деформація зовнішньої поверхні відводу
Появлення гофри на поверхні
Надмірний час нагрівання або напруга живлення
Таблиця Г.3 - Критерії оцінки зовнішнього вигляду з'єднань, виконаних за допомогою муфт, трійників, відводів і переходів із закладними нагрівальними елементами
Оцінка зовнішнього вигляду сідельних відводів із закладними нагрівальними елементами
Графічне зображення з'єднання
Короткий опис
Критерії оцінки
Дотримання параметрів зварювання
1. Якісне з'єднання, деталь щільно охоплює кінці труб, що зварюються
Гладка поверхня деталі без видимих зазорів
Дотримання технологічних операцій і параметрів зварювання в межах норми
2. Брак.
Зазор між охоплю-вальною частиною деталі й трубою
Більше 0,3 мм
Надмірна обробка поверхні труби або овальність труби
3. Брак.
Непаралельність (викривлення осей труби й деталі)
Більше 2,0 мм на довжині L = 3de
Недостатнє заглиблення кінців труб усередину деталі або деформація з'єднання до його остигання
4. Брак.
Часткова поява розплаву поліетилену по торцях деталі
Не допускається
Зрушення труби в процесі зварювання або зсув спіралі
5. Брак.
Індикатори зварювання у вихідному положенні
Не допускається
Недостатній час зварювання або недостатня напруга, що подається на спіраль деталі
6. Брак.
Місцеве розплавлювання поверхні деталі
Не допускається
Надмірний час нагрівання або надмірна напруга живлення
ДОДАТОК Д
(довідковий)
МЕТОДИКА ВИЗНАЧЕННЯ ЗОВНІШНЬОГО ВИГЛЯДУ Й РОЗМІРІВ ЗВАРНИХ З'ЄДНАНЬ
Зовнішній вигляд зварних з'єднань визначають візуально без застосування збільшувальних приладів шляхом порівняння оцінюваного з'єднання з контрольним зразком, а також шляхом виміру зовнішнього зварювального ґрата з точністю (±0,1) мм.
Вимірювання швів проводять як мінімум у двох протилежних зонах по периметру шва.
Контроль ширини й висоти зовнішнього ґрата здійснюють штангенциркулем згідно з ГОСТ 166. Допускається використання шаблонів із прохідним і непрохідним розмірами.
Для контролю симетричності валиків зовнішнього ґрата по ширині вимірюють за допомогою вимірювальної лупи. Потім розраховують відношення заміряних розмірів з округленням до цілого значення відсотка. Розрахунок симетричності валиків зовнішнього ґрата по висоті роблять аналогічно.
Для вимірювання зсуву кромок може використовуватися спеціальний шаблон. Схема вимірювання зсуву кромок показана на рисунку Д.1. Шаблон встановлюють по утворюючій однієї із труб, притискаючи його до труби в шовній зоні. Через зсув кромок при цьому на іншому кінці опорного майданчика шаблона спостерігається його підйом над поверхнею труби. За допомогою щупа вимірюють зазор між поверхнею заготівлі й п'ятою шаблона. Далі розраховують відношення (у відсотках) обмірюваного абсолютного значення зсуву кромок до номінальної товщини стінки труби. Розрахунок роблять із округленням до цілого значення відсотка.
Рисунок Д.1 - Вимірювання зсуву кромок за допомогою шаблона
ДОДАТОК Е
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ ЗВАРНИХ З'ЄДНАНЬ НА ОСЬОВИЙ РОЗТЯГ
Випробування виконують на зразках-лопатках типу 2 за ГОСТ 11262.
Зразки-лопатки виготовляють механічною обробкою з відрізків зварних з'єднань довжиною не менше 160 мм. Допускається для труб з номінальною товщиною до 10 мм включно вирубувати зразки штампом-просічкою.
З кожного контрольованого стику вирізають (вирубують) рівномірно по периметру шва не менше п'яти зразків.
При виготовленні вісь зразка повинна бути паралельна осі труби. Товщина зразка повинна дорівнювати товщині стінки труби. Зварний шов повинен бути розташований посередині зразка з точністю ±1 мм. Зразки не повинні мати раковин, тріщин і інших дефектів. Схема виготовлення зразків-лопаток для випробування на осьовий розтяг наведена на рисунку Е.1.
1 - патрубок зі зварним з'єднанням; 2 - розташування зразків
Рисунок Е.1 - Схема вирізування зразків зі зварного з'єднання для випробування на осьовий розтяг
Перед випробуванням зразки кондиціонують за ГОСТ 12423 при температурі (23±2) °С не менше 2 год.
Випробування проводять при швидкості розсування затискачів випробувальної машини, рівній (100±10) мм/хв для зразків труб з номінальною товщиною стінки менше 6 мм і (25±2,0) мм/хв для зразків труб з номінальною товщиною стінки 6 мм і більше.
Випробування на розтяг проводиться на будь-якій розривній машині, що забезпечує точність виміру навантаження з погрішністю не більше 1 % вимірюваного значення, потужність якої дозволяє розірвати зразки (зусилля від 5000 до 10000 Н) і яка має регульовану швидкість.
При випробуванні визначають характер (тип) руйнування зразка, а також відносне подовження при розриві й границю текучості при розтягу.
Випробування на розтяг проводять не раніше ніж через 24 год після зварювання.
ДОДАТОК Ж
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ ЗВАРНИХ МУФТОВИХ З'ЄДНАНЬ НА СПЛЮЩУВАННЯ
Для визначення стійкості муфтових з'єднань до сплющування виготовляються патрубки з розташованими по центру муфтами, зображені на рисунку Ж.1. Довжина патрубка й кількість зразків, що виготовляються з кожного патрубка, повинні відповідати таблиці Ж.1.
Рисунок Ж.1 - Загальний вид зразків-сегментів
Таблиця Ж.1
Номінальний діаметр труб dH , мм
Довжина вільної частини зразка L, мм, не менше
Кількість зразків з одного патрубка, шт
Кут сегмента, град
20-75
3dH
2
180
90-125
2dH
4
90
140-225
dH
8
45
Не раніше ніж через 24 год після зварювання проводять розрізання зварного муфтового з'єднання уздовж осі на випробувальні зразки-сегменти в діаметральному перерізі.
Випробування проводять при температурі (23±5) °С. При зазначеній температурі зразки витримують не менше 2 год.
Для випробувань застосовують механізований процес, що забезпечує зближення плит зі швидкістю (100±10) мм/хв; допускається використання преса зі швидкістю зближення плит (20±2) мм/хв.
Підготовлений до випробування зразок встановлюють між обтискними плитами преса так, як показано на рисунку Ж.2. Потім зближують обтискні плити доти, поки відстань між ними не скоротиться до подвоєної товщини стінки труби.
Допускається проведення випробувань із використанням обтискних плит без округлення кромок. У цьому випадку на початку випробування відстань від торця з'єднувальної деталі до торця губок повинна бути (20±3) мм.
1 - обтискні плити; 2 - випробовуваний зразок
Рисунок Ж.2 - Схема випробування зразків-сегментів на сплющування
При узгодженні із замовником допускається випробування зразків з'єднань труб діаметром до 63 мм включно виконувати в слюсарних лещатах за ГОСТ 4045 плавним деформуванням зразка.
Після зняття навантаження зразок витягають із преса або лещат і візуально оглядають, визначаючи наявність відриву труби від муфти або з'єднувальної деталі.
У випадку якщо на частині довжини шва виявлений відрив труби або з'єднувальної деталі від муфти, штангенциркулем згідно з ГОСТ 166 вимірюють довжину частини шва, не підданої відриву, і відстань між крайніми витками закладного нагрівального елемента в зоні зварювання в межах однієї труби, що приймають за довжину шва.
Довжина шва, не піддана відриву при сплющуванні Сс, %, визначається за формулою:
Для зручності виміру допускається додаткове розрізання зразка будь-яким різальним інструментом у поздовжньому й поперечному напрямках.
ДОДАТОК И
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ СІДЕЛЬНИХ ВІДВОДІВ НА ВІДРИВАННЯ
Випробування на відривання проводять на зразках сідельних відводів, зварених з поліетиленовими трубами з номінальним зовнішнім діаметром від 63 мм до 225 мм, залежно від типорозміру сідельного відводу. Довжина поліетиленової труби (патрубка) приймається рівною довжині сіделка. Перед випробуванням зразки кондиціонують при температурі (23±2) °С не менше 2 год.
Допускається для спрощення фіксації зразка у випробувальній машині зрізання хвостика сідельного відводу, а також укорочення горловини (відвідного патрубка).
Випробування виконують за температури (23±2) °С.
Для здійснення випробувань можливе використання машин для випробування на стиск типу ІП 6010-100-1 з найбільшим граничним навантаженням 100 кН. Випробувальна машина повинна бути оснащена деталями, виготовленими за кресленнями, затвердженими у встановленому порядку, з забезпеченням навантаження, за однією із двох схем випробування, наведених на рисунку И. 1.
а - відрив при розтягу; б - відрив при стиску
Рисунок И.1 - Схеми випробування сідельного відводу на відривання
Усередину поліетиленового патрубка зразка для передачі зусилля вводять металеве осердя, зовнішній діаметр якого визначається за таблицею И.1.
Таблиця И.1
У міліметрах
Діаметр труби
Діаметр осердя
63 SDR 11
49,5 - 0,1
75 SDR 17,6
64,7 - 0,2
75 SDR 11
59,3 - 0,2
90 SDR 17,6
77,7 - 0,2
90 SDR 11
70,7 - 0,2
110 SDR 17,6
95,5 - 0,2
110 SDR 11
87,5 - 0,2
125 SDR 17,6
108,7 - 0,2
125 SDR 11
99,3 - 0,2
140 SDR 17,6
121,9 - 0,2
140 SDR11
111,5 - 0,2
160 SDR 17,6
139,0 - 0,2
160 SDR 11
127,0 - 0,2
180 SDR 17,6
156,4 - 0,2
180 SDR 11
143,0 - 0,2
200 SDR 17,6
174,0 - 0,2
200 SDR 11
159,0 - 0,2
225 SDR 17,6
196,0 - 0,2
225 SDR 11
179,0 - 0,2
Навантаження зразка проводять зі швидкістю (100±10) мм/хв до повного відривання корпуса сіделка від поліетиленової труби або до деформації деталей вузла з'єднання, внаслідок чого випробувальне навантаження знижується до нуля.
Допускається проведення випробування зі швидкістю (20±2) мм/хв.
ДОДАТОК К
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ СТИКОВИХ З'ЄДНАНЬ НА СТАТИЧНИЙ ВИГИН
Випробування на статичний вигин виконують на зразках-смужках, розміри яких наведені в таблиці К.1.
Таблиця К.1
У міліметрах
Розмір зразка
Довжина прольоту між роликовими опорами
Товщина траверси
товщина
ширина
довжина
3 < h < 5
20
150
80
4
5 < h < 10
20
200
90
8
10 < h < 15
30
200
100
12,5
15 < h < 20
40
250
120
16
20 < h < 30
50
300
160
25
Зразки-смужки вирізають (вирубують) з контрольних стиків рівномірно по периметру в кількості не менше 5 штук.
Випробування виконують за схемою, наведеною на рисунку К.1.
Рисунок К.1 - Схема випробування на статичний вигин
Навантаження передається на зразок через траверсу, що встановлюється на середині зразка напроти зварного шва. Місцеве стовщення ґрата зразка з боку опорної траверси знімається.
Випробувані зразки встановлюються таким чином, щоб внутрішня сторона труби перебувала в зоні розтягу.
Швидкість навантаження повинна становити 50 мм/хв.
Випробування тривають до досягнення кута вигину 160°.
ДОДАТОК Л
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ ЗВАРНИХ З'ЄДНАНЬ НА СТІЙКІСТЬ ДО ПОСТІЙНОГО ВНУТРІШНЬОГО ТИСКУ
Випробування зварних з'єднань, виконаних зварюванням нагрітим інструментом встик і з використанням з'єднувальних деталей із закладними нагрівальними елементами, проводять на зразках, вільна довжина яких, включаючи довжину з'єднувальної деталі, зазначена в таблиці Л.1.
Таблиця Л.1
Діаметр труби D, мм
Вільна довжина зразка L, мм
< 200
3D +250
225-400
1000
Для проведення випробувань на кожний рівень початкового напруження відбирають не менше трьох зразків.
Умови проведення випробувань для зварних з'єднань, виконаних зварюванням нагрітим інструментом встик і за допомогою деталей із закладними нагрівальними елементами, наведені в таблиці Л.2.
Таблиця Л.2
Найменування показника
Значення показника для труб із
Метод контролювання
ПЕ80
ПЕ100
Стійкість при постійному внутрішньому тиску при 20°С, год, не менше для:
Згідно з ГОСТ 24157
труб із SDR 11
100
(при тиску 2,0 МПа)
100
(при тиску 2,48 МПа)
труб із SDR 17,6
100
(при тиску 1,2 МПа)
100
(при тиску 1,49 МПа)
Стійкість при постійному внутрішньому тиску при 80°С, год, не менше для:
труб із SDR 11
165
(при тиску 0,92 МПа)
165
(при тиску 1,1 МПа)
труб із SDR 11
1000
(при тиску 0,80 МПа)
1000
(при тиску 1,0 МПа)
труб з SDR 17,6
165
(при тиску 0,55 МПа)
165
(при тиску 0,66 МПа)
труб із SDR 17,6
1000
(при тиску 0,48 МПа)
1000
(при тиску 0,60 МПа)
ДОДАТОК М
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ ЗВАРНИХ З'ЄДНАНЬ НА ТРИВАЛИЙ РОЗТЯГ
Випробування проводяться на зразках типу 2 за ГОСТ 11262. Зразки для випробування повинні виготовлятися, як правило, штампом-просічкою, при цьому зовнішній і внутрішній ґрат не віддаляються. Зразки не повинні мати надрізів, тріщин, раковин і т.д.
Випробуванню повинні піддаватися не менше шести зразків з кожного оцінюваного зварного з'єднання й не менше шести контрольних зразків інших зварних з'єднань, виконаних при оптимальних параметрах зварювання. Результати випробувань порівнюються.
Для труб діаметром 63 мм кількість випробовуваних зразків може бути зменшена до п'яти.
Для проведення випробувань потрібен спеціальний навантажувальний пристрій, що дозволяє створювати й підтримувати в зразках постійне статичне зусилля розтягу протягом усього часу випробування.
Схематичне зображення випробуваного пристрою із навантажувальним пристроєм показано на рисунку М.1.
1 - стрілковий індикатор; 2 - важіль для передачі сили; 3 - прилад для обліку часу;
4 - контрольний вантаж; 5 - зразок; 6 - випробоване середовище; 7 - теплоізольована ванна;
8 - насос для циркуляції рідини
Рисунок М.1 - Схема випробування зразків зварного шва на тривалий розтяг
Допускається використання навантажувального пристрою, що дозволяє створювати навантаження в зразках шляхом їх попередньої (5-20 %) деформації й закріплення в спеціальних струбцинах. Випробування в цьому випадку проводиться при релаксації напружень.
Випробування всіх зразків повинно виконуватися за однією з вище наведених схем навантаження. Порівнювати результати випробувань, проведених за різними схемами навантаження, не допускається.
Перед навантаженням зразки кондиціонують при температурі (23±2) °С з наступним зануренням у випробувальне середовище.
Навантаження зразків здійснюється плавно після вирівнювання температури у випробуваній ванні або до занурення зразків у ванну.
Як випробувальне середовище рекомендується використання дистильованої води з 2 % вмістом змочувальної поверхнево-активної речовини типу ОП-7 або ОП-10 згідно з ГОСТ 8433. Варто забезпечувати незмінну концентрацію змочувальної речовини з точністю ±5 %.
Випробування на тривалий розтяг можуть проводитися при різних температурах навколишнього середовища й різних навантаженнях. Випробувальні напруження варто вибирати з таким розрахунком, щоб у зразках почали проявлятися тільки крихкі злами, а час випробування (до виявлення зламів на кожному зразку неозброєним оком) був мінімальним.
Умови випробування зразків наведені в таблиці М.1.
Таблиця М.1
Мінімальне випробуване навантаження, Н/мм
Температура середовища, °С
Мінімальна витримка, год
4,0
95
30
4,0
80
500
Якщо протягом мінімального часу випробувань незначних зламів не з'явилося, варто встановлювати більші величини випробуваного навантаження або деформації.
ДОДАТОК Н
(довідковий)
МЕТОДИКА ВИПРОБУВАНЬ ЗВАРНИХ З'ЄДНАНЬ НА СТІЙКІСТЬ ДО УДАРУ
Сутність методу полягає в нанесенні удару падаючим вантажем циліндричної форми з висоти (2,0±0,01) м по поверхні кришки сідельного відводу з наступним визначенням герметичності зразка. Схема випробувань представлена на рисунку Н.1.
Рисунок Н.1 - Схема випробування на стійкість до удару
Зразок повинен представляти собою сідельний відвід, приварений посередині поліетиленового патрубка, довжина вільних кінців якого повинна дорівнювати номінальному зовнішньому діаметру труби з похибкою в межах ±10 мм.
Перед випробуваннями зразки кондиціонують при температурі (23±2) °С не менше 2 год. Випробування проводять за температури (23±2) °С.
Зварений зразок надягають на сталеве осердя, встановлене на твердій опорі. Діаметр осердя вибирається за таблицею И.1 додатка И цих Норм відповідно до діаметра труби.
Зразок фіксують таким чином, щоб удар падаючим вантажем був спрямований паралельно осі труби, вісь бойка перетиналася з віссю горловини сідельного відводу й удар припадав на середину кришки. Після нанесення першого удару зразок розвертають на 180°, щоб наступний удар нанести із протилежної сторони.
Після нанесення двох ударів зразок візуально оглядають на наявність видимих руйнувань. При відсутності видимих руйнувань виконують випробування зразка на герметичність. Визначення герметичності проводять за температури (23±5) °С. Як робоче середовище використовують повітря або азот. Апаратура для випробування на герметичність повинна відповідати ГОСТ 24157.
Зразки піддають випробованому тиску поступово протягом 15-60 с від початку навантаження, і витримують при цьому тиску не менше 24 год або до моменту втрати герметичності. Для випробування зразки занурюють у водяну ванну. Порушення герметичності визначають за показниками манометрів або за пухирцями повітря або азоту.
ДОДАТОК П
(довідковий)
БІБЛІОГРАФІЯ
1. EN 1555-1:2002 Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 1 : General
2. EN 1555-2:2002 [Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 2: Pipes
3. EN 1555-5:2002 Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 5: Fitness for purpose of the system
4. EN-12007-2:2000 Gas supply systems. Pipelines for maximum operating pressure up to and including 16 bar. Part 2: Specific functional recommendations for polyethylene (MOP up to and including 10 bar)
5. СП 42-103-2003 "Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных трубопроводов"
6. ISO 9080: 2003 Plastics piping and ducting systems - Determination of the long-term hydrostatic strength of thermoplastics materials in pipe form by extrapolation
ЗМІСТ
с.
3 Терміни та визначення понять
6 Труби, деталі з'єднувальні та матеріали
7 Проектування зовнішніх газопроводів із поліетиленових труб
7.1 Траса газопроводу із поліетиленових труб
7.2 Розміщення арматури на газопроводах
7.3 Застосування переходів "поліетилен-сталь" та газопроводів-вводів поліетиленових труб до будинків
8 Реконструкція підземних сталевих трубопроводів із використанням поліетиленових труб
9 Будівництво зовнішніх газопроводів із поліетиленових труб
9.1 Проведення вхідного контролю труб та деталей з'єднувальних із поліетилену
9.2 Транспортування та зберігання труб та деталей з'єднувальних із поліетилену
9.3 Правила проведення земляних робіт
9.4 Зварювання газопроводів із поліетиленових труб
9.5 З'єднання поліетиленових труб зі сталевими
9.6 Правила проведення монтажних робіт
9.7 Будівництво переходів газопроводів із поліетиленових труб через штучні та природні перешкоди
9.8 Баластування та закріплення газопроводів із поліетиленових труб
9.9 Очищення внутрішньої поверхні газопроводів із поліетиленових труб
10.1 Основні заходи при контролюванні якості
10.2 Технічні вимоги до контролю якості зварних з'єднань поліетиленових труб
10.3 Методи контролювання зварних з'єднань
10.4 Спеціальні методи контролювання
12 Вимоги безпеки й охорони довкілля
Параметри технологічного режиму зварювання нагрітим інструментом встик
Основні розміри фланців сталевих
Порядок оформлення контрольних зразків зварних з'єднань
Критерії оцінки зовнішнього вигляду зварних з'єднань
Методика визначення зовнішнього вигляду й розмірів зварних з'єднань
Методика випробувань зварних з'єднань на осьовий розтяг
Методика випробувань зварних муфтових з'єднань на сплющування
Методика випробувань сідельних відводів на відривання
Методика випробувань стикових з'єднань на статичний вигин
Методика випробувань зварних з'єднань на стійкість до постійного внутрішнього тиску
Методика випробувань зварних з'єднань на тривалий розтяг
Методика випробувань зварних з'єднань на стійкість до удару
Код УКНД: 23.040.45, 91.140.40
Ключові слова: газопостачання, поліетиленові газопроводи, проектування, будівництво, реконструкція, труби поліетиленові, деталі з'єднувальні, терморезисторне зварювання, зварювання нагрітим інструментом, механічні з'єднання, поліетилен, методи випробувань.